طراحی جیگ و فیکسچر پرینت سه بعدی
خلاصه مطلب:
این مقاله نمای کلی از اصول اولیه ساخت جیگ و فیکسچر پرینت سه بعدی کاربردی ارائه میدهد با تاکید بر این موضوع که چگونه با استفاده از پرینت سه بعدی میتوان موجبات کاهش هزینهها، کاهش زمان توسعه، و ایجاد گردش کاری تولید با بازده بیشتر شامل گردش کار از مهندس طراح تا تکنسین واحد ساخت در واحد تولید را فراهم کرد.

مقدمه:
سازندگان برای موفقیت، بیشترین سرعت تولید با حفظ کیفیت تولید را یک آیتم حیاتی میدانند. جیگ و فیکسچرها برای ساخت و مونتاژ سادهتر و قابل اعتمادتر کاربرد دارند، همچنین به منظور کاهش زمان سیکل تولید و بهبود شرایط ایمنی نیروی کار استفاده میشوند. در این مقاله، ما اصول اولیه و ایدههای طراحی جیگ و فیکسچر را شرح میدهیم و این اصول را در ساخت جیگ و فیکسچر با پرینتر سه بعدی به کار میبریم. در مورد مواد استریولیتوگرافی SLA (متریالی که در فرآیندهای مدلسازی سریع مورد استفاده قرار می گیرند) با مزایای منحصر به فردی که دارند توضیح خواهیم داد که چگونه هزینههای ساخت و مدت زمان شروع تا خاتمه فرآیند تولیدی کاهش میدهند.
به طور معمول سازندگان ابزارهای فلزیی میسازند که برای ساخت آنها نیاز به ماشینکاری در داخل مجموعه و یا نیاز به برونسپاری است. براساس میزان نیروهای اعمالی به قطعه کار، شاید لزوما نیاز به ساخت ادوات فلزی نباشد. مواد استریولیتوگرافی مورد استفاده در پرینترهای سه بعدی تا حد قابل مالحظهای توسعه یافتهاند، و چندین رزین کاربردی موجود است که برای ساخت جیگ و فیکسچر توسط پرینت سه بعدی مناسب میباشند، بطور خاص میتوان رزینهای استاندارد و رزینهای مهندسی که مشخصا مستحکم، بادوام و دارای تحمل دمایی بالا هستند را استفاده کرد. سازندگان در سراسر دنیا این مواد رزینی را جایگزین فیکسچرهای فلزیی کردند که در پروسههای ماشینکاری اتوماتیک، خطوط مونتاژ لوازم الکترونیکی و دیگر خطوط تولیدی استفاده میشود.
اصول اولیه طراحی جیگ و فیکسچر پرینت سه بعدی
درک مفهوم درجه آزادی و قید
براساس تعریف اولیه، فیکسچرها یک قطعه را در موقعیت مشخصی به گونهای مهار میکنند که نیروهای حاصل از عملیات ثانویه )عملیاتی که بعد از قرارگیری قطعه در فیکسچر بر روی آن انجام میشود) را تحمل کنند، بدون اینکه به قطعه کار اجازه کمانش، جابجایی یا چرخش بیش از حد مجاز داده شود. برای درک چگونگی موضوع، اول باید مفهوم درجات آزادی را درک کرد.
یک جسم صلب دارای شش درجه آزادی در فضا است: جابجایی در جهات بالا و پایین، جابجایی در جهات چپ و راست، جابجایی در جهات جلو و عقب، و قابلیت دوران حول یک یا چند محور، که پیچش، غلتش و چرخش نامیده میشوند.
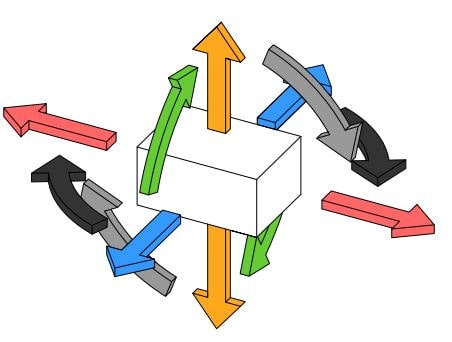
یک طرح خوب فیکسچر براساس مقید کردن این درجات آزادی تا بیشترین حد ممکن است بدین منظور که موقعیت دهی قطعه کار جهت عملیات ثانویه به صورت دقیق و ایمن انجام پذیرد. اضافه نکردن قید بیش از حد نیاز نیز به همین اندازه مهم است. قیود مازاد این مسئله را موجب میشود که به واسطه نیاز به اعمال دقتهای بالاتر در ساخت جیگ و فیکسچر، نیروها و دقتهای غیر ضروری در فیکسچر حاصل میشود.
جهت تشریح این اصول، یک سه پایه را درنظر بگیرید. یک سه پایه بطور کامل قید میشود: هنگامی که نیروی وزن بر روی سطح بالایی اعمال میگردد، سه پایه نمیتواند بصورت عمودی حرکتی کند. اصطکاک مانع لیز خوردن سه پایه در هر جهتی میشود، و هر پایه توسط پایههای دیگر قید میشود بگونهای که مانع چرخش مستقل حول پایهها یا چرخش کل سه پایه میشوند.
قید دقیق هنگامی حاصل میشود که برای هر درجه آزادی یک قید برای انجام درست عملیات وجود داشته باشد. نقصان در قید زمانی اتفاق میافتد که یک قطعه امکان چرخش، جابجایی یا لغزش در یک یا چند جهت یا حول یک یا چند محور را داشته باشد. در قید کردن، نقصان قید در یک قطعه مانع از عملکرد مناسب میشود و میتواند منجر به خطرات قابل توجهی برای اوپراتور ماشین و خود تجهیز شود. بنا به کاربری، برخی موارد شاید نیازمند قید ناقص باشند: به عنوان مثال یک تخته چوب که جهت حرکت در راستای یک رنده آزاد میباشد.
قطعات با پشتبند دارای قید کافی برای جلوگیری از جابجایی و چرخش آن قطعه می باشند، ولی قید تحمل لازم برای مهار کمانش قطعه به خصوص در عملیات ثانویهای مانند فرزکاری و سوراخکاری را ندارند.
قید مازاد زمانی اتفاق میافتد که یک استراکچر دارای قیود بیش از حد نیاز باشد. یک راه برای تشخیص آن زمانی است که چندین نیرو دقیقا کار مشابهی را انجام دهند، آن نیروها با هم تداخل میکنند، و یکی از نیروها همیشه بر بقیه غلبه کرده و وظیفه مدنظر را انجام میدهد. نیروهای مازاد در بهترین حالت هیچ کاری انجام نمیدهند، یا در بدترین حالت عملکرد مورد نظر در استراکچر را تضعیف میکند، که در نهایت منجر به کیفیت پایین قطعات و افزایش ریسک برای اوپراتور می شود.
برحسب تجربه، برخی مواقع استفاده از تعداد زیادی قید لازم است. یک صندلی چهارپایه یک مثال برای طراحی با قید مازاد است. پایه چهارم مازاد است، و موجب تکان و لق خوردن صندلی حتی بر روی سطحی با کمی ناهمواری میشود.
در هزینه کردن برای سطوح تختتر مصالحه از پایداری کلی مهمتر است. منظور از این عبارت در قالب یک بستر تولیدی این است که یک طراحی فیکسچر با لقی بیشتر (قید کمتر) برای استفاده در خصوص قطعات با متغیرهای بیشتر (مانند قطعات ریختهگری) مفید است، در حالی که یک فیکسچر تنگتر برای قطعات با سطوح دقیقتر (قطعات ماشینکاری شده یا ریختهگری دقیق) بهتر است.
جیگ و فیکسچر پرینت سه بعدی
ابزارهای طراحی پیشرفته مهندسان را قادر ساخته است که بتوانند محصولات را در بالاترین حد مطلوب برای مصرف کننده تولید کنند. ولی این آزادی عمل در طراحی و افزایش پیچیدگی قطعات، ساخت جیگ و فیکسچرهای مورد نیاز برای پروسههای ثانویه را سختتر میکند. سیستمهای قدیمی کارگیر مثل گیرهها و کلمپها نمیتوانند قطعات و اشکال ناموزون با جزئیات ریز را به صورت ایمن مهار کنند. پرینت سه بعدی به مهندسان اجازه میدهد که بدون توجه به محدودیتهایی مشابه دسترسی و تامین ابزار که مربوط به فرآیند ماشینکاری میباشد قطعات را طراحی کرده و بسازند.
ساخت جیگ و فیکسچر با یک فرآیند تکمیلی مقدار قابل توجهی در زمان و هزینه صرفهجویی میکند؛ در حالی که مراحل مرتبط با کارگر ماهر شامل ماشینکاری اولیه یا ساخت ابزار از لوله و ورقکاری را حذف میکند. حتی اگر فیکسچرهای مورد استفاده نهایی نیاز به ادوات فلزی داشته باشد، پرینتر سه بعدی ارزان و دردسترس، این امکان را به مهندسان ساخت میدهد که نسبت به امتحان ایدههای مد نظرشان اقدام کنند تا به تنظیمات نهایی پایدارتری برای ماشین برسند.
بطور مشخص برای قطعات با سطوح پیچیده و منحنی، هزینه تولید داخل شرکت با پرینتر سه بعدی نسبت به حالتی که قطعات جهت فرزکاری برونسپاری شود به طور قابل مالحظهای کاهش مییابد. حتی درخصوص مواد پلاستیکی، مثل پلیاتیلن دانسیته بالا، که ارزان قیمت میباشند.
|
جنس فیکسچر |
قیمت (دلار) |
زمان |
|
آلومینیوم |
475 |
3 الی 5 روز |
|
پلی اتیلین دانسیته بالا |
360 |
3 الی 5 روز |
|
پرینت شده از رزین سفت |
46 |
کمتر از 3 روز |
کاربردهای جیگ و فیکسچر پرینت سه بعدی
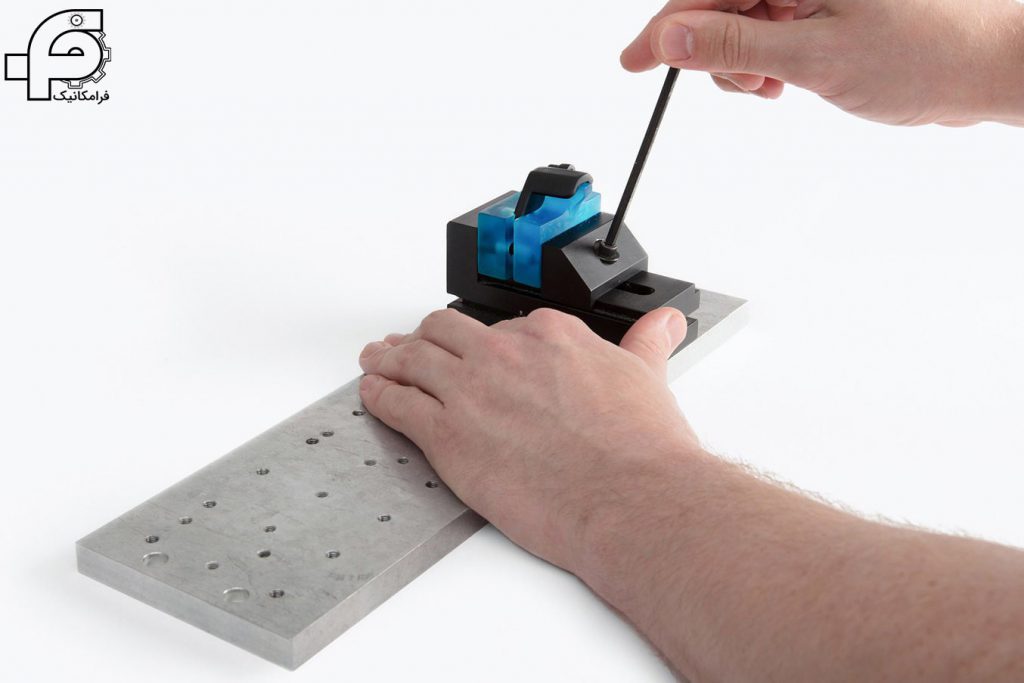
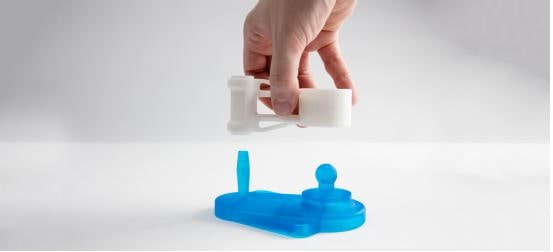
اینزرت فک های نرم مخصوص گیره دستی
فکهای نرم برای همخوانی نزدیک با هندسههای خاص استفاده میشوند که اجازه اعمال نیروی کارگیر را بر روی قطعات با پیچیدگی بیشتر و جلوگیری از آسیب رساندن به قطعات جنس فلز نرم یا پالستیک را میدهد. پرینتر سه بعدی به علت قابلیت ساخت سریع و کم هزینه اشکال پیچیده، برای تولید فکها و جیگهای نرم بسیار مناسب میباشد.
راهنمای سوراخکاری
راهنمای سوراخکاری کمک میکند که یک مته در حین سوراخکاری دچار کمانش یا پیچش نشود و تلرانس زاویه و استوانهای مورد نیاز را نگه میدارد.
بوشهای راهنمای سوراخکاری به صورت انطباق پرسی یا توسط رزوههای گوناگونی جازنی میشوند، بوشهایی که مخصوص استفاده در پلاستیکها طراحی شدهاند در جیگهای پرینت شده سه بعدی بهتر عمل میکنند.
جهت تعیین سایز درست سوراخ جهت انطباق پرسی از دوره انطباقات موجود در سایت فرامکانیک استفاده کنید.

گیج های برو/نرو
یک الگو یا گیج با ایجاد سهولت در بررسی تلرانس، برای یک بازرس کنترل کیفیت این امکان را ایجاد میکند که به راحتی تصمیم بگیرد که یک قطعه برای استفاده نهایی مفید است یا خیر.
گیجهای برو/نرو پرینت سه بعدی شده هنگامی مفید هستند که یک اختلاف کوچک در خصوص عملکرد درست قطعات تعیین کننده است، و آن ابعاد نمیتوانند آسان و سریع توسط کولیس، میکرومتر یا سایر ابزار اندازهگیری استاندارد کنترل و ارزیابی شوند، به عنوان مثال در خصوص قطعات لاستیکی پیچیده.
گیجهای برو/نرو برای انجام بازرسیهای کنترل کیفیت مازاد برای یک مجموعه مونتاژی یا یک خط تولید، روش سریع و ارزانی هستند.

نکته: برای کاربریهای مطمئن، گیجهایی که مدت زیادی از استفاده آنها گذشته میتوانند منجر به اشتباه در فرآیند کنترل کیفیت میشود. گیجهای پرینت سه بعدی شده، به خاطر قیمت پایین و آسانی ساخت، میتوانند به سهولت پرینت مجدد شده و طبق برنامه زمانبندی از پیش تعیین شده یا بر حسب نیاز جایگزین گیجهای قبلی شوند، که موجب ممانعت از افت کیفیت به واسطه استفاده از گیجهای قدیمی میشود. این مورد بیشتر در خصوص گیجهای برو/نرویی که برای کنترل قطعات فلزی سخت استفاده میشوند عنوان میشود.
جیگهای مونتاژی
در ساخت بسیاری از محصولات، ارتباط قطعات و اضافه کردن اتصالات جهت ایجاد مجموعههای زیرمونتاژی یا مجموعه مونتاژی نهایی، بیشترین تمرکز نیروی انسانی را در پروسه مونتاژ نیاز دارد.
جیگهای پرینت شده سه بعدی مخصوص مجموعههای مونتاژی با قطعات خاص سیکل زمانی این پروسه را کاهش میدهد، ارگونومی گردش کار را برای تکنسین مونتاژ بهبود میدهد، و در خصوص تثبیت شرایط واحدهای تولید، وضعیت را بهبود میبخشد.

جیگهای دمونتاژی
برعکس پروسه مونتاژ، فرآیند دمونتاژ برای چک یک محصول که از نظر بازرسی رد شده است یا اصلاح یک خطا، یا دسترسی به یک بخش از مجموعه جهت بازسازی و تعمیرات، مورد نیاز است. استفاده از یک جیگ دمونتاژ موجب تسریع و کاهش ریسک تخریب در حین این پروسه میشود. برای نمونه، جداسازی یک محفظه با چفتهای زبانهای نیازمند این است که کلیه زبانهها همزمان با هم باز شوند تا از خسارت به قطعات ممانعت شود.

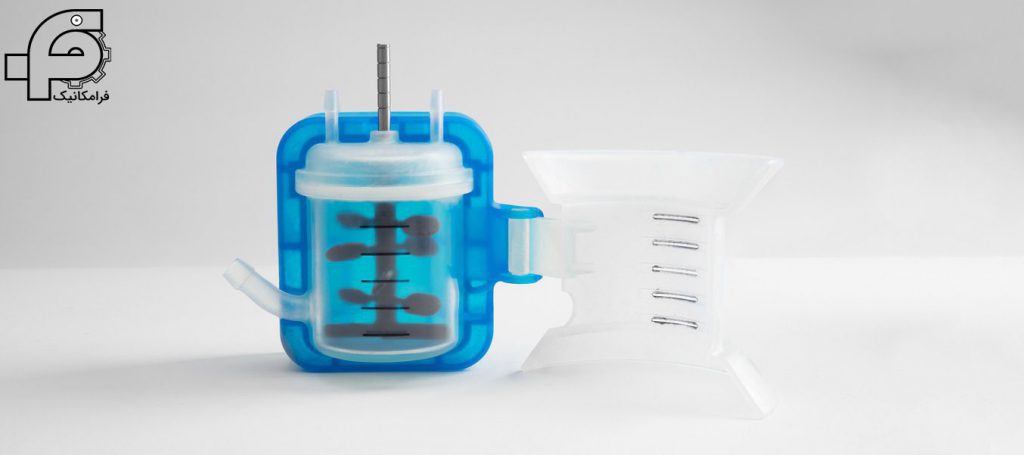
جیگهای چسبکاری
استفاده از جیگها و فیکسچرهای پرینت سه بعدی شده برای عملیاتهای چسب زنی بسیار کاربرد دارد چرا که نیاز به جایگزینی دائمی این قطعات به علت نوع کاربری آنها میباشد و قیمت پایین جیگهای پرینت سه بعدی شده، استفاده از آنها را برای این منظور بیشتر قابل قبول میسازد.
نکته: پوشش یک جیگ پیوندی با یک پوشش حائل، پاک کردن چسبهای جامد شده که ممکن است درون جیگ ریخته باشد را آسانتر خواهد کرد.

لیبل زدن، نشان گذاری و ماسک تمپلیت ها
جیگهای پرینت شده سه بعدی برای کاربریهای نیروی کم مناسب است. به عنوان مثال، اطمینان از اینکه یک برچسب دقیقا در موقعیت مشابهی در طول چندین واحد خط تولید قرار بگیرد، یا آماده سازی سطح در یک قسمت از قطعه کارجهت نشانگذاری.
با استفاده از رزین انعطاف پذیر یک برچسب میتوان طراحی کرد که کامل با شکل سطح قطعه کار منطبق شود. برای کاربردهایی که نیاز به یک برچسب میباشد، رزین های بادوام به خوبی عمل میکنند.
قطعات جایگزین
در زمان راه اندازی و شروع استفاده فیکسچر یا جیگ، ازقطعات جایگزین معمولا برای تست فیکسچرها و جیگها پیش از قطعات تولیدی نهایی استفاده میشود، بنابراین آن خط ساخت یا مونتاژ میتواند سریعتر راه اندازی شود و در این مرحله گرههای و باگهای فرآیند قبل از اینکه فشار تولید بر روی خط اعمال شود میتوانند شناسایی و برطرف شوند.
قطعات جایگزین اجازه میدهد که برای بررسی صحت پروسه ساخت، به جای ریسک کردن و استفاده از ادوات گرانقیمت حساس مانند ادوات موجود در مجموعههای مونتاژی الکترونیکی، پروسه مونتاژ توسط قطعات ارزان قیمت پرینت شده چک شود.
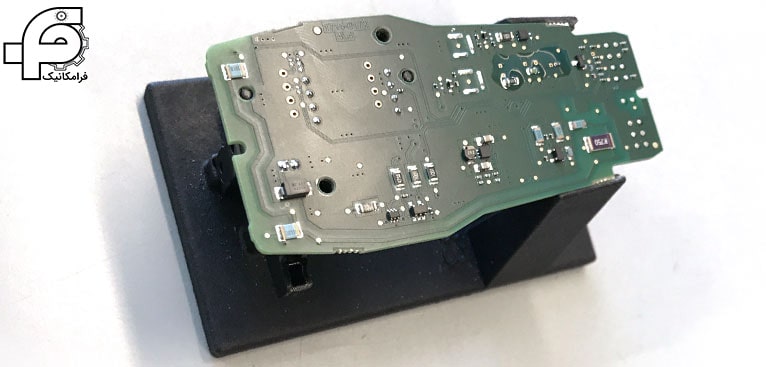
قطعات پرینت شده از مواد استریوالیتوگرافی به عنوان قطعات جایگزین به خوبی عمل میکنند، به خاطر دقت ابعادی بالای آنها و قابلیت شبیه سازی دقیق جزئیاتی که در برطرف کردن موارد ساختی و بررسی قابلیت استفاده جیگ و فیکسچرها کاربرد دارند که در مدلسازی رزینی حرارتیFDM یا دیگر پروسههای پرینت شاید این جزئیات از قلم بیافتند.
بهترین مزایای جیگ و فیکسچر پرینت سه بعدی
تقریبا محدودیتی در پیچیدگی آن وجود ندارد.
از آنجایی که پرینت سه بعدی محدودیتی در خصوص پیچیدگی قطعات ندارد (افزایش پیچیدگی هزینه ساخت قطعه را افزایش نمیدهد) با استفاده از فواید این روش برای اینکه بخواهیم یک تغییر اجرایی تکمیلی را که واحد طراحی برای جیگ و فیکسچر درنظر گرفته بر روی فیکسچر و جیگ اعمال کنیم، زمان کمی مورد نیاز است. جزئیات کوچکی که برای ماشینکاری سخت است با مدنظر قرار دادن هندسههایی که با توجه به دقت ابزار فرزکاری و تراشکاری ساخت آن غیرممکن است، همگی قابلیتهای مازادی هستند که در این شرح خدمات قرار میگیرند. شماره سریالها، تاریخهای تولید و دیگر دادههای مرتبط جهت مدیریت دیجیتال موجودی و ردیابی محصول بدون نیاز به مراحل حکاکی ثانویه میتوانند روی قطعه ایجاد شوند.
هرآنچه که عموما در یک فیکسچر ماشینکاری شده دو جزئی میباشد، در یک فیکسچر پرینت شده در یک قطعه و بصورت یکپارچه ایجاد میشود، که با حذف گپها از جمع شدن غبار و براده ممانعت شود.
به عنوان نمونه، به جای استفاده از پینها اینسرتی دوآل یا استوانههای صاف برای موقعیت دهی قطعات، اشکال کروی یا سازههای الماسی شکل در یک قطعه واحد و بدون گپ ساخته میشوند. استفاده از موقعیت دهندههای با اشکال الماسی شکل و یا کروی امکان چسبیدن قطعات در فیکسچر در حین گذاشتن و یا برداشتن قطعه کار را از طریق به حداقل رساندن سطح تماس کاهش و یا حذف میکند.
ساخت سطوح مبنا در جیگ و فیکسچر پرینت سه بعدی
قسمتی از پروسه پیاده سازی جیگ و فیکسچرها در بستر ساخت یا مونتاژ، اعتبار سنجی دقت ابعادی فیکسچرها میباشد. ساختار قطعات نامنظم، که فیکسچرهای پرینت سه بعدی شده اغلب برای موقعیت دهی آنها طراحی میشوند، میتواند به این مفهوم باشد که خود فیکسچرها نیز دارای فرمهای مبهمتری در مقایسه با قطعه کار میباشند. بازرسیاین طرحها توسط ابزار اندازهگیری استانداردی مانند کولیس یا میکرومتر مشکل است. ساخت سطوح رفرنس در جیگها و فیکسچرهای پرینت سه بعدی شده، این بازرسیها را آسانتر و دقیقتر میکند
یک دیتوم (رفرنس) یک مرجع کامل هندسی تئوریک میباشد یک سطح تخت نهایی، محور یک سوراخ استوانهای و غیره. یک سطح رفرنس یک وجه واقعی از این تعریف بر روی بستر قطعه کار میباشد، که به عنوان یک نقطه مرجع پایه برای سایر اندازهها مورد استفاده قرار میگیرد. سطوح رفرنس باید مرتبط با نیازهای مربوط به عملیات ثانویه بعدی باشد، و مربوط به نیاز عملیاتی قطعه برای استفاده نهایی.
برداشتی و زمان ماشینکاری
در دوره تلرانس گذای ابعادی و هندسی مقدماتی فرامکانیک مبناها کامل آموزش داده شدهاند.
در هرزمان ممکن، سطوح تخت یا هندسههای زاویهدار صحیح در یک فیکسچر مواردی هستند که به بازرسی و بطور کلی تعیین دقت کمک میکند. با هر جیگ و فیکسچری، دقت هنگامی تثبیت میشود که قطعات بعد از پروسه بازرسی شوند، شرایط عملیات مثل کمانش در قطعه کار یا ابزار میتواند اشتباهاتی ایجاد کند که نیاز به تغییر در طراحی فیکسچر باشد.
در کاربردهایی که دقت تقریبا مهم است، از ابزار اندازهگیری دیجیتال مانند اسکنر سهب عدی یا پرابهای لمسی برای بازرسی بیشتر هندسههای اصلی استفاده میشود.
افزایش صلبیت
روش معمول برای افزایش استحکام یک فیکسچر ماشینکاری شده، درنظر گرفتن متریال بیشتری برای موقعیتی است که مستعد خمش زیر بار اعمالی میباشد.در فرآیندهای ساخت لایه به لایه )ساخت لایه به لایه مانند پرینت سه یعدی)، به حداقل رساندن مصرف متریال قیمت را پایین نگه میدارد. استفاده از لچکی و انحنا در گوشههای تیز، سازه را به گونهای تقویت میکند که تاثیر چشمگیری در افزایش هزینه و زمان ساخت قطعه ایجاد نمیکند.
افزایش دوام اتصالات مکانیکی
استفاده از سوراخ رزوهدار در قطعات پلاستیکی پرینت سه بعدی شده روش بیفایدهای برای اتصال قطعات به منظور ثابت کردن آنهاست؛ این قطعات بیشتر از قطعات فلزی مستعد شکسته شدن یا ساییده شدن بر اثر تکرار استفاده هستند. در عوض، از روشهای مونتاژ منعطفتری استفاده کنید، مانند استفاده از اینزرتهای پیچ شونده یا محفظه که یک مهرهای در آن مهار میشود که یک پیچ به آن بسته خواهد شد. از سوی دیگر یک فیکسچر پرینت سه بعدی شده شاید سوراخهای لقی داشته باشد تا از درون آن پیچ جهت بسته شدن به مهره یا صفحه زیر فیکسچر عبور کند. جهت جلوگیری از تغییر شکل الاستیک قطعه زمانی که پیچ به سطح کار میرسد، سوراخ باید با تلرانس انطباقی درنظر گرفته شود. در بسیاری موارد، قطعات پرینت سه بعدی شده برای جیگها و فیکسچرها امکان استفاده از قطعات استوک شرکتهای تامین کننده صنعتی را تقویت میکند. این امکان به خوبی برای بعضی قطعات استوکی نمایان است که برای استفاده از آنها در فیکسچر نیاز به شرایط خاص و امکان طراحی انعطاف پذیری دارد که در فرآیند پرینت سه بعدی این شرایط در دسترس است، این در حالی است که انجام این کار به طور کلی یا تامین نیازهای دیگری مانند استحکام و یا هدایت الکتریکی از طریق یک فرآیند ساخت لایه به لایه قابل دستیابی نیست.
قطعات استوک معمولی که برای بیشتر کردن قابلیت عملکرد به جیگها و فیکسچرهای پرینت شده اضافه میگردد شامل شفتهای فلزی برای تحت پوشش قرار دادن فواصل طولانیتر در عین حفظ صلبیت میباشند، یا واشرها برای توزیع نیروی بسته شدن پیچ در محل اتصال سر پیچ میباشد. قطعات استوک در ترکیب با فرآیندهای ساختی لایهای؛ قابلیتهای حرکتی مکانیکی مانند حرکت خطی یا چرخشی را با هزینه خیلی کمتر از ماشینکاری به مکانیزم اضافه میکند.
خزش را مدنظر قرار دهید
بعضی از رزینهای پرینت سه بعدی استریوالیتوگرافی اگر مدام تحت بار باشند دچار خزش (تغییر شکل دائمی االستیک) میشوند، مثال در مواردی که فیکسچر پرینت شده برای مدت زمان طولانی به میزکار کلمپ شده باشد. برای پرهیز از تغییر شکل قطعات به واسطه بار دائمی، بهتر است بعد از انجام عملیات ثانویه بر روی قطعه کار درون فیکسچر ، کلیه پیچها شل شده و کلمپها شل شوند.
جایگزین برای اجزای سایشی
حتی طی شرایط استفاده نرمال، فیکسچرها، ابزارهای مونتاژی، و جیگها عموما خراب یا ساییده میشوند تا جایی که دیگر قابل استفاده نیستند.
با ساخت جیگها و فیکسچرها به وسیله فرآیندهای ساخت لایهای، یک مجموعه تولیدی به جای حساب کردن روی تامین کنندههای خارجی از شرکت، این امکان را دارد که محصولش را خودش کنترل کند. این توانایی داخلی را افزایش میدهد که سریع و به موقع ابزارهای مورد نیاز کارگاه را جایگزین کند. جایگزینی فیکسچرهای مستعمل با تجهیزات ساخت شده داخل سازمانی، زنجیره تامین را کوتاه کرده و ریسک خرابی را کاهش میدهد
نکته: بطور خاص مایعات خنک کننده، حلالها، و سیالات برش میتوانند قطعات پرینت شده استریوالیتوگرافی را تخریب کنند. لذا قبل از اینکه قطعات پرینت شده برای یک عملیات ثانویه جدید آماده سازی شوند، یک تست کوچک برای اعتبارسنجی دقتهای کلی مورد نیاز فرآیند انجام دهید. (بعد از هر بار استفاده، قبل از شروع مجدد فرآیند برای قطعه کار جدید، دقتهای کلی مورد نیاز بر روی فیکسچر و جیگ پرینت سه بعدی شده جهت اطمینان از عدم تخریب به واسطه مواد مذکور، یک بررسی کوتاه بشوند)
اعتبارسنجی یک جیگ و فیکسچر پرینت سه بعدی
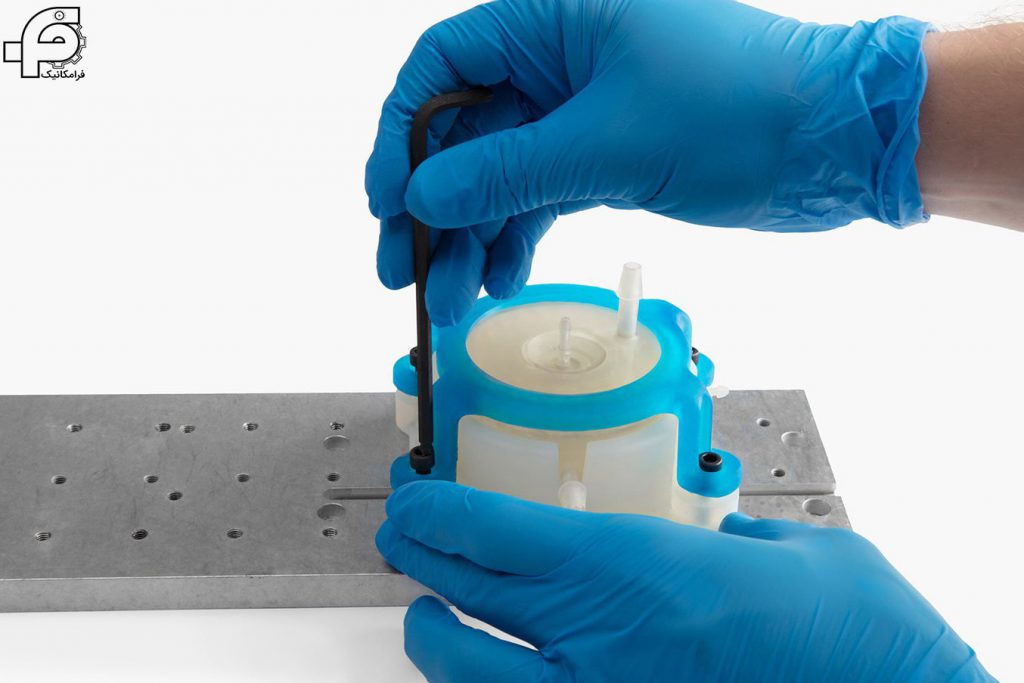
به محض اتمام پرینت فیکسچر، با درنظر گرفتن مشخصات مواد، آن را تمیز و پاکیزه کنید. به وسیله پروسه شستشو و پاکیزه سازی Form ، می توان به بهترین شکل ممکن از عدم اعوجاج قطعه بر اثر نشست دراز مدت در حلال یا تمیزکاری ناهمگن اطمینان حاصل کرد.
در صورتی که سازههای تقویتی بر روی مدل استفاده میشود، ساپورتها را از مدل جدا کرده و با دقت هر برآمدگی باقیمانده را سوهان یا سنباده بزنید درعین حالی که سطح تخت پایه را حفظ نگه میدارید.
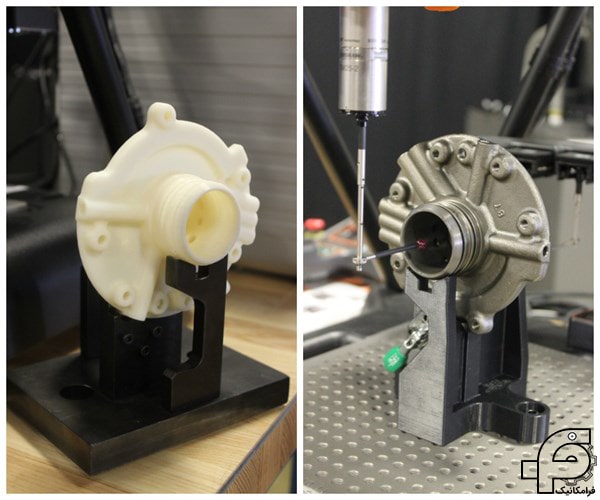
در این حالت، قطعه پرینت شده را با مدل کد اصلی مقایسه کنید. از یک کولیس یا میکرومتر برای چک کردن ابعاد قطعه پرینت شده و مقایسه آن با ابعاد نقشه یا با مدل CAD استفاده کنید و هر اختلافی که میتواند اثر منفی در عملکرد جیگ و فیکسچر داشته باشد را یاداشت کرده و مورد بررسی قرار دهید. اگر همه چیز از لحاظ ابعادی درست به نظر میرسد، مرحله بعدی تست عملکردی فیکسچر میباشد. زمانی که قطعه روی فیکسچر گذاشته میشود، به دقت توجه داشته کنید که قطعه کار چگونه بر روی سطوح موقعیت دهنده و ساپورتها مینشیند. یک فیکسچری که طراحی و ساخت مناسبی دارد، اجازه هرگونه حرکتی را بعد از اعمال نیروی کلمپ از قطعه کار میگیرد. نیروهای کلمپ باید بدون هرگونه کج شدن، جابجایی یا خمش قطعه کار، آن را درون فیکسچر فشار داده و مهار کند.

برای پروسههایی که با نیروی عملیاتی بالایی کار میکنند؛ مانند فرزکاری یا سوراخکاری، نیروی مورد نیاز کلمپ را براساس بار براده برداری و سرعتها، توان ماشین، متریال انتخاب شده و با درنظر گرفتن ضریب اطمینان محاسبه کنید. درحین اولین استفاده، با بار سبک براده برداری کنید تا اطمینان حاصل کنید که همه چیز بر اساس برنامه عمل میکند.
بعد از انجام هر فرآیند ثانوییهای روی قطعه کار، بازرسی دیگری برای اعتبارسنجی تلرانسهای اجزای فیکسچر طی بازههای زمانی معقول انجام خواهد شد. هنگام اولین استقرار یک فیکسچر یا جیگ جدید،کنترل کیفیت متناوب بیشتر، عیوب حاصل از خطاهای پیش بینی نشده اوپراتوری یا سایشهای حاصل از افت کیفیت را آشکار خواهد کرد. اینگونه خطاها میتواند زود برطرف شده و با آموزش یا اصلاح طراحی تصحیح شوند.
البته، همه فیکسچرها یا جیگها نمیتوانند یا نباید پرینت سه بعدی باشند. همیشه متریال را به گونه ای انتخاب کنید که نیازهای عملیاتی پروسه را تامین نماید. در مواردی که مواد پرینت سه بعدی برای استفاده مناسب نیستند، قطعات استریوالیتوگرافی میتواند هنوز به عنوان نمونه جهت تثبیت اعتبار و عملیات استفاده شوند که در مقایسه با فرزکاری کردن بلوک آلومینیومی در زمان و هزینه صرفه جویی میشود.
ملاحظات گردش کار
بیرون آوردن قطعه کار
اگر یک جیگ یا فیکسچر ابزاری برای صرفه جویی در زمان عملیات است، درنظر گرفتن تمهیدی برای چگونگی برداشتن سریع قطعه از تنظیمات انجام شده به اندازه گذاشتن و کلمپ قطعه حائز اهمیت است.
برای کمک به بیرون پریدن قطعه کار از فنر ، کشوییهای شیبدار یا اهرم برای بالا آوردن قطعه از سطح فیکسچر استفاده کنید.
با قرار دادن فنرها درون فیکسچر، زمانی که نیروی کلمپ برداشته میشود قطعه از روی سطح فیکسچر به سمت ببالا انداخته میشود، و به اپراتور دسترسی راحتتری برای برداشتن قطعه میدهد. مشابه همین روند برای کشویی یا اهرم قابل حرکت نیز قابل اجرا میباشد، گرچه نیاز به انجام یک مرحله اضافه توسط اوپراتور میباشد. تعیین رویکرد صحیح بستگی به کاربری، تنظیمات ابزار و زمانکاری مورد نیاز دارد.
مجموعه مونتاژی چسبانده شده در حین تمیزکاری.
ملاحظات عملکرد ابزار
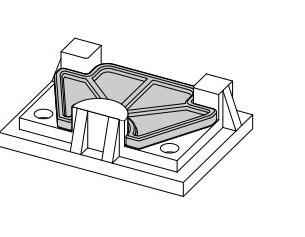
هر نوع فرآیند ماشینکاری براده ایجاد خواهد کرد. طراحی خوب جیگ و فیکسچر این اجازه را میدهد که تاثیرات انبوه برادهها تحت کنترل باشد. به عنوان مثال، هنگام سوراخکاری یک برجستگی کوچک ایجاد میشود. درنظر گرفتن یک گپ در جیگ این اجازه را میدهد که یک برجستگی بدون تداخل با قطعه کار یا عملکرد ابزار شکل بگیرد.
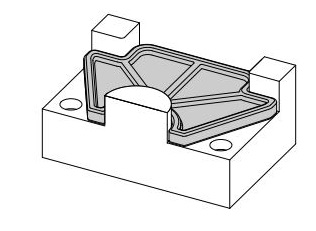
به صورت مشابه، در خصوص فرآیند فرزکاری، برادههای کوچک ماده میتواند روی جیگ یا فیکسچر انباشته شود. در هر شرایطی اگر امکانپذیر بود، گپها، شیارها و محفظههایی که برادهها میتواند در آنها تلانبار شوند را حداقل کرده یا حذف کنید. تعبیه کانالهای محصوری که در حین گذاشتن و برداشتن قطعه کار به رشته برادهها این امکان را میدهد که از این مسیر بیرون بافتند، عملکرد جیگ یا فیکسچر را بهبود میبخشد. گرد کردن گوشهها و شیارها سطوح شیبداری ایجاد میکند که راحتتر جارو شده، ذرات از محدوده کاری باد گرفته شده و تمیز میشود. در پروسه فرزکاری برای ایجاد گوشههای به صرف زمان و هزینه قابل توجهی میباشد، چرا که از یک طرف نیاز به ماشینکاری متریال عموما گران قیمت فیکسچرهای فلزی بوده یا نیاز به مونتاژ مجموعه قطعاتی برای گرد کردن گوشه ها میباشد که خود موجب ایجاد درزهای جدید برای انباشت براده میشود.
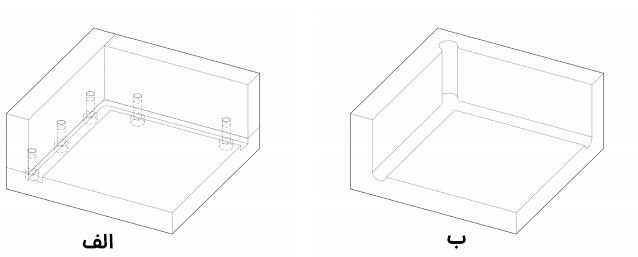
ب)یک موقعیتدهنده سه گوشه پرینت سه بعدی شده با لبههای ساده شده، محفظههای تخلیه صاف و بدون درز، همگی این مزایا بدون افزایش قیمت در هزینه ساخت.
بهبود تجربیات مصرف کنندگان جیگ و فیکسچر پرینت سه بعدی
جیگ و فیکسچر پرینت سه بعدی یکی از بسیار ابزاری هستند که برای کاهش سطح نیاز به مهارت و تمرکز زیاد اوپراتور استفاده میشوند در عین حالی که به عنوان ابزاری برای سرعت بخشیدن به تولید قطعات استفاده میشوند. طراحی خوب فیکسچر ایمنی کار برای کارگر را بهبود میبخشد و با ایجاد شرایط کاری ارگونومیک، برای شخصی که موظف به اجرای آن مرحله مشخص بصورت تکراری میباشد شرایط بهتری را فراهم میکند. یک عملیات ساخت موفق فقط نحوه پروسه قطعات با جیگ و فیکسچر را درنظر نمیگیرد، بلکه چگونگی فعالیت جسمی و ذهنی کارگری را که با آن ابزار کار میکنند را نیز مدنظر قرار میدهد. از آنجایی که هر کاربردی ملاحظات و مصلحت مختلفی را به دنبال دارد، کمی ایده، سختی کار کارگر را کاهش داده و شرایط اجرا را بهبود میبخشد.
- هرموقع که مقدور است، در طراحی جیگ و فیکسچرها به نحوی عمل کنید که امکان کار کردن با یک دست برای اوپراتور فراهم باشد، دست آزاد برای موقعیت دهی قطعه و موزون کردن استفاده شده یا در حین تعویض دست استراحت کند.
- طراحی به گونهای باشد که نیاز به دخالت انسان جهت نگهداری مطمئن قطعه کار طی عملیات ثانویه نباشد.
- از هندسههایی استفاده کنید که خطاهای جانمایی را جهت واضح کردن عدم همراستایی بزرگنمایی کند.
- فقط قطعه در بستر فیکسچر را مدنظر نداشته باشید، بلکه گردش کار از لحظه قرار دادن قطعه و اجرای عملیات ثانویه تا بیرون آوردن قطعه کار و ارسال آن برای ایستگاه بعدی را نیز مدنظر بگیرید.
- همیشه سعی کنید کمترین مراحل برای عمل کردن جیگ و فیکسچر مورد نیاز باشد تا سیکل زمانی حفظ شده و حرکت کارگر به حداقل برسد. مراحل انجام کار را در زمان طراحی بصورت پانتومیم اجرا کنید تا اطمینان حاصل شود که کلیه حرکتهای لازم و محدودیتهای فضایی شامل شده شود.
- براساس تحقیقات یاد بگیرید چگونه شرکت های دیگر درحال پیادهسازی جیگ و فیکسچرهای پرینت سه بعدی در خطوط تولید اتوماتیک سطح بالا هستند. با ساخت داخل سازمانی جیگ ها توسط فرآیند پرینت سه بعدی، زمانهای فرآیندی و هزینهها را کاهش میدهد، همگی این صرفه جوییهای زمانی هیچگونه وابستگی به ظرفیت تولید مربوط به واحد ماشینهای cnc با ارزش ندارد.
نتیجه
کارخانجات مدرن باید دائما خود را با تلکنولوژیهای نوین انطباق دهند برای اینکه بتوانند خود را در بازار رقابت نگهدارند، به اهداف تولیدی و سودآوری خود دست یابند؛ باید یک محیط کاری ایمن برای نیروی کار فراهم کرده و تنش کاری کارگران را کاهش دهند. پروسههای ساخت لایه به لایه کمک میکند که دستیابی به این اهداف از طریق هرچه نزدیک کردن طراحی و تولید جیگ و فیکسچر تا راه اندازی آن در سالن تولید امکانپذیر باشد. مهندسانی که آشنایی کامل با مبحث کاربرد جیگ و فیکسچر پرینت سه بعدی در تولید دارند، در زمینه ساخت ابزار صحیح و از راه درست بهتر عمل می کنند.

مطالب زیر را حتما مطالعه کنید





دوره های آموزشی مرتبط
دیدگاهتان را بنویسید