گیج برو نرو (Go/no go gauge)
گیج برو نرو چیست؟
فهرست مطالب
گیج برو نرو (Go/no go gauge) – ابزار کنترلی
در زمینه تولید قطعات به صورت انبوه کنترل کیفیت و اطمینان برای یک اندازه بودن قطعات عملا غیر ممکن خواهد بود. ولی لازم است که این کنترل حتما انجام شود. مسلما مقرون به صرفه ترین روش استفاده از حد سنج (گیج برو – گیج نرو) است. سریع ترین وسیله برای بازرسی نهایی استفاده از گیج برو نرو در کارخانجات و کارگاه های تولیدی است.

اولین اصل برو و نرو اندازه گیری و کنترل کیفیت کالاهای تولیدی در حجم زیاد است. بررسی محصولات به کمک قطعه برو نرو انجام میشود. اگر قطعه و وسیله ای که تحت کنترل کیفیت قرار گرفته است. از نظر کیفیت کامل و بدون نقص باشد گیج برو اجازه عبور را به قطعه مورد بررسی خواهد داد. در مقابل اگر از نظر کیفیتی مردود باشد قسمت نرو اجازه عبور را نخواهد داد و از انجام کار آن را باز خواهد داشت. به طور قطع ابعاد و سایز گیج برو نرو را قطعاتی که مورد اندازه گیری و بررسی کیفیتی قرار میگیرند مشخص میکنند. اندازه بعد برو برابر است با حداقل بعد مجاز و در مقابل بعد نرو با حداکثر بعد مجاز برابر خواهد بود.

کیفیت و اندازه گیری
اندازه گیری و یا بررسی کیفیت قطعات در گذشته به صورت سنتی انجام میشد. گذشتگان صحت کیفیت قطعات را تنها از یک بعد مورد بررسی قرار میدادند. با این روش ایمنی قطعات در حد ایده آل و استاندارد نبود. در حالی که در گیج برو نرو از همه جوانب، زوایا و پروسه های مختلف صحت و همچنین کنترل سلامت قطعه، بررسی میشود. در این پروسه قطعات با بررسی دقیق در محدوده تلرانس کاملا کنترل شده و یا مهر تایید گرفته یا قطعه مردود اعلام شده و از رده خارج خواهد شد.
گیج برو نرو چیست؟
معروف ترین ابزار کنترلی، گیج برو نرو است که به صورت خلاصه تحت عنوان برو نرو هم گفته میشود. از این ابزار کنترلی برای کنترل ابعاد قطعه کار در محدوده تلرانس و حد انطباقی خود مورد استفاده قرار میگیرد.
کاربری این ابزار کنترلی از نام آن نمایان میشود: برو: به قطعه کار اجازه میدهد که عبور کند. نرو: اجازه عبور قطعه کار را نمیدهد.
برو نرو یک ابزار کنترلی است که برای کار در محدوده تلرانس طراحی و ساخته شده است. مراکز تولیدی و صنعتی بیشترین استفاده را از این قطعه کاربردی انجام میدهند. در واقع این قطعه اندازه گیری را نشان نمیدهد بلکه در واقع وضعیت قطعه را بررسی میکند و در انتها قطعه را قبول و یا مردود میکند.

ویژگی های ضروری برو نرو
عبارتند از:
- کار با این حد سنج ها (گیج ها) بسیار آسان است. به طور قطع این دستگاه ها را با دقت اندازه گیری بسیار دقیقی برای کنترل کیفیت ساخته شده اند.
- دقت کنترل گیج برو نرو تا یک دهم تلرانسی برای کنترل قطعات مختلف طراحی و ساخته شده است.
- به عنوان مثال اگر تلرانسی که باید حفظ گردد 0.02 میلی متر باشد، گیج نیز باید تا 0.002 میلی متر برای اندازه گیری تنظیم و مورد استفاده قرار گیرد.
- انواع گیج ها میبایست در برابر خوردگی، سایش و همچنین انبساط ناشی از دما و گرمای قطعات تولیدی بسیار مقاوم باشد.
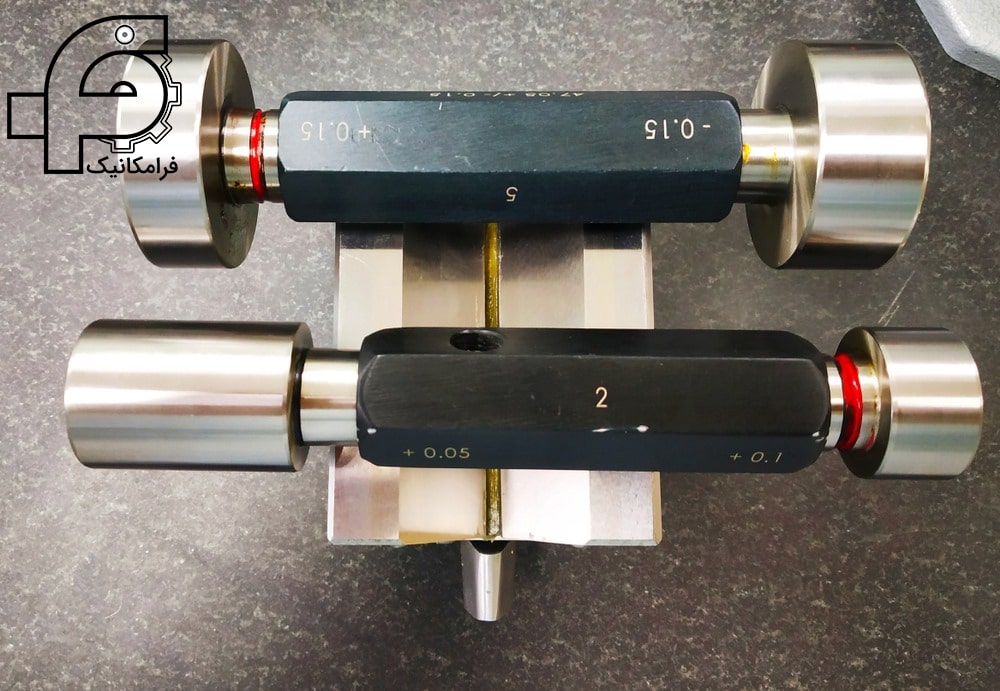
- روش شناسایی گیج برو از گیج نرو بسیار آسان است. گیج برو طولانی تر از گیج نرو ساخته شده است.
- برخی اوقات برای متمایز کردن گیج برو از نرو در انتهای دستگاه روی دسته در انتهای گیج نرو یک شیار روی دسته در انتهای گیج نرو ایجاد میکنند تا از گیج برو متمایز شده و اشتباهی رخ ندهد.
- معمولا ابعاد گیج ها را بر روی آنها مهر میکنند تا به راحتی بتوان آنها را دسته بندی و بکار برد.
انواع گیج برو نرو
در طبقه بندی گیج ها برای اندازه گیری ها معمولا گیج های برو و گیج های نرو را در اندازه ها و محدوده کاری ساخته و طراحی میشوند که قرار است اندازه گیری انجام دهند. به این ترتیب که یک گیج به اندازه حداکثر و گیج دیگر به حداقل اندازه مجاز ساخته و طراحی میگردد. قبلا اشاره کردیم که طریقه عملکرد گیج ها به اینگونه است که مشخص کنند که آیا اندازه و همچنین ابعاد کار و یا قطعه ای که ساخته شده است. در داخل و یا خارج محدوده تعیین شده و مجاز قرار دارد یا خیر.

گیج ها دو سر دارند که در دو طرف قطعه وجود دارد. یک سر را گیج برو و سر طرف مقابل را گیج نرو نام گذاری میکنند. معمولا گیج برو پذیرنده سوراخی است که میبایست بررسی و اندازه آن گرفته شود. در حالی که گیج نرو میبایست همان سوراخ را رد کند. برخی از گیج های پیشرونده نیز وجود دارند که هر دو سر گیج در کنار یکدیگر قرار گرفته است و با یک حرکت کار کنترل قطعات را انجام میدهند. لازم به ذکر است که گیج ها برای محدوده های مختلف قابل تنظیم هستند. بنابراین به راحتی در کارگاه های تولیدی و صنعتی برای کنترل، بررسی و همچنین طبقه بندی قطعات مورد استفاده قرار میگیرند.
طرز کار گیج برو نرو
گیج برو نرو یکی از ابتدایی ترین ابزار کنترلی است که برای مشخص سازی محدوده تلرانسی قطعات تولید شده بکار گرفته میشود. این نوع گیج دو قسمت دارد:
گیج GO قصد دارد ” برود” ؛ گیج برو قصد داخل شدن در سوراخ قطعه را دارد.
گیج No Go قصد دارد “نرود” ؛ به این ترتیب که نباید داخل سوراخ قطعه وارد شود.
این برود و نرود بر اساس شرایط حداکثر مواد (Hole MMC) و شرایط حداقل مواد (Hole LMC) در نظر گرفته شدهاند.
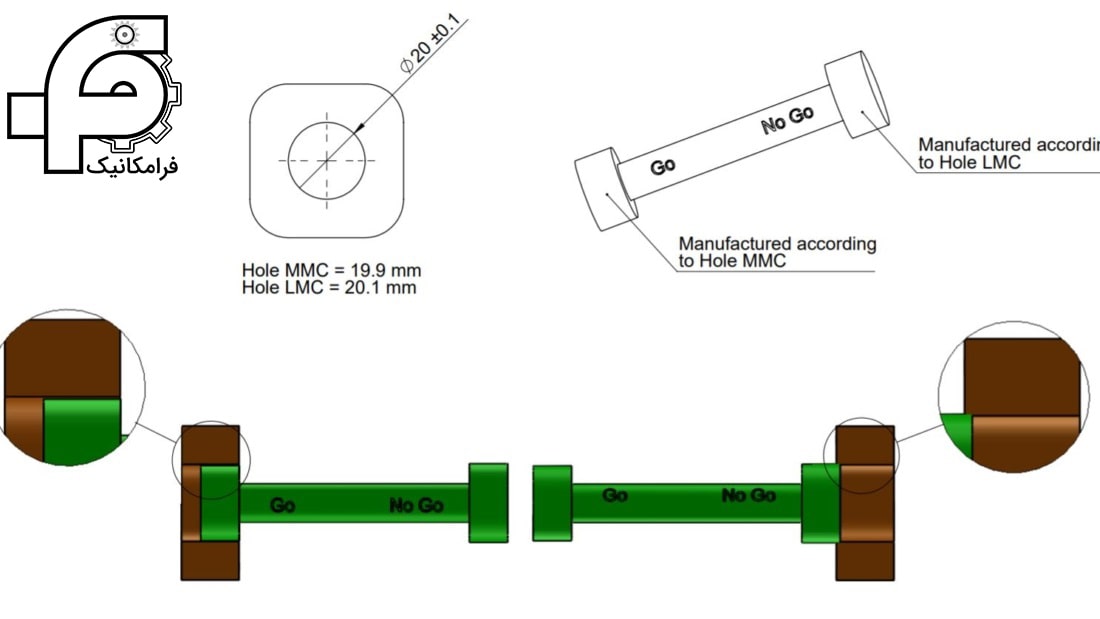
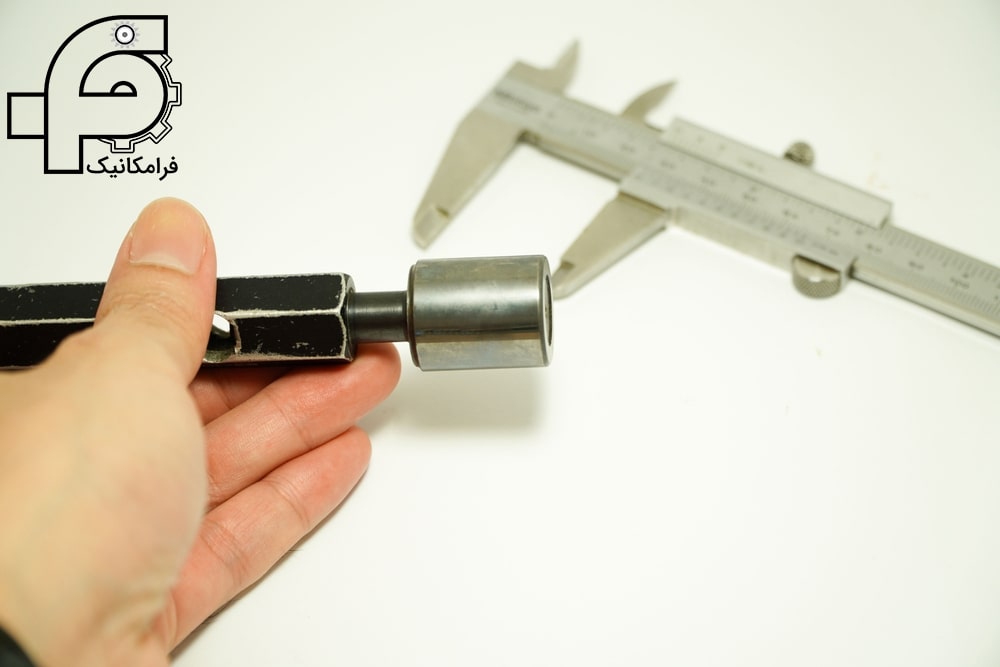
مثال فرض کنید که قطر سوراخ قطعه ( 0.1 ± 20 میلیمتر) است. کنترل این قطعه با استفاده از گیجهای go/no go مورد تأیید واقع میشود. اما به چه نحوی؟
دو سر دسته گیج از قسمت هایی تشکیل شده که به پایه معروف هستند. پایه برو باید داخل 19.9 میلیمتر که در شرایط حداکثر مواد قطعه(Hole MMC) است وارد شود. پایه نرو با قطر 20.1 میلیمتر در شرایط حداقل مواد سوراخ(Hole LMC) نباید وارد قطعه شود.
بطور کلی در هنگام کار با انواع گیج های Go/No Go، سه حالت زیر ممکن است ایجاد شود. قطعه بررسی شده بسته به این سه حالت تایید یا مردود میشود.
| شرایط | گیج برو | گیج نرو | پذیرش قطعه |
| مورد یک | برود (Fits) | برود (Fits) | قطعه مردود است |
| مورد دو | برود (Fits) | نرود (Does not Fit) | قطعه مورد تایید است |
| مورد سه | نرود (Does not Fit) | نرود (Does not Fit) | قطعه مردود است |
دسته بندی انواع گیج برو نرو
در این مقاله به بررسی انواع مختلف گیج های برو نرو میپردازیم. بنابراین برای شناخت و آشنایی بیشتر با انواع گیج های برو و گیج های نرو تا انتها با ما همراه باشید.
انواع گیج برو نرو عبارتند از:
- گیج توپی
- گیج توپی رزوه
- گیج برو نرو رینگی رزوه
- گیج رینگی رزوه قابل تنظیم
- گیج های رزوه دهانه اژدری
- پین گیج
- گیج رینگی
در ادامه به کاربرد و تفاوت انواع مختلف گیج برو و گیج نرو میپردازیم.
در بررسی کیفیت قطعات مختلف گاهی لازم است قطر قطعه مورد بررسی قرار گیرد. یا گاهی رزوه های داخلی و خارجی قطعه نیاز به بررسی کیفیت دارند. برای بررسی چنین جزئیاتی یک گیج برو نرو ساده به تنهایی نمیتواند به طور کامل بررسی های کیفی را انجام دهد. در اینجا انواع دیگر گیج های Go/No Go به کمک آمده تا بررسی درست انجام شود. تا قطعات تولیدی مورد تایید قرار گرفته یا رد صلاحیت شده و مهر عدم تایید بگیرند.

گیج توپی Plug Gauges
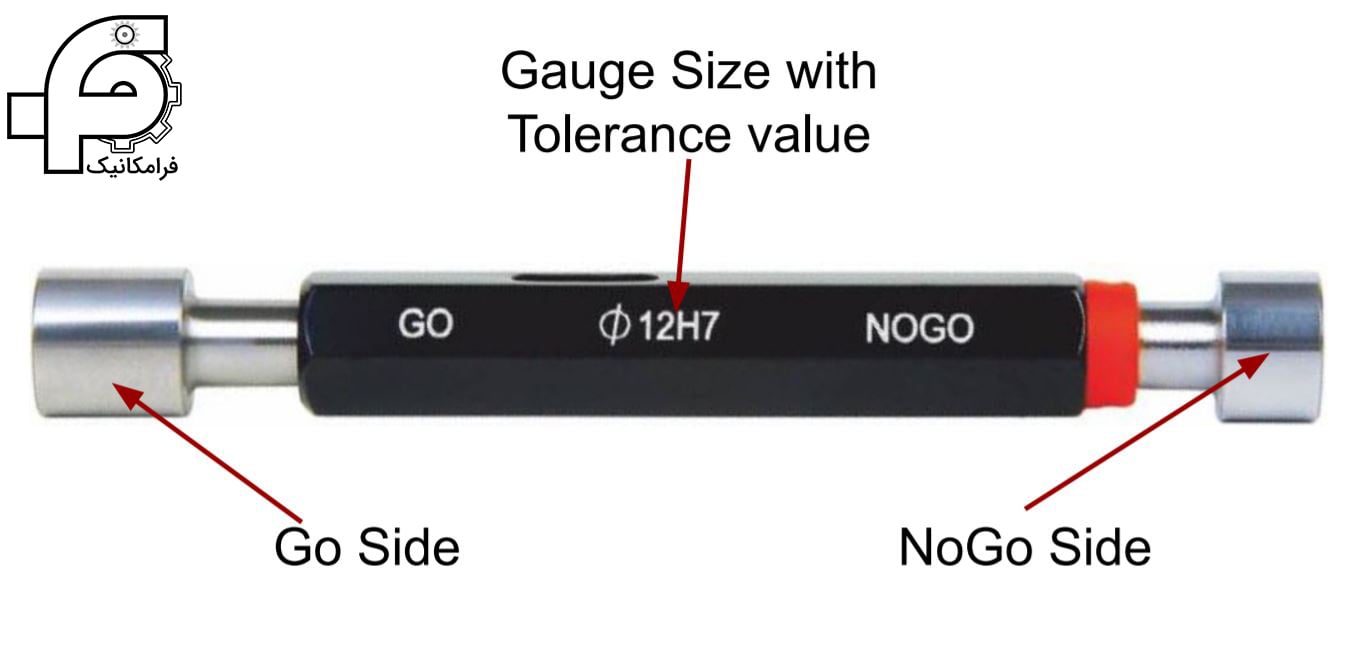
گیج توپی قطعه و وسیله ای مناسب برای اندازه گیری قطر داخلی سوراخ هایی است که در برخی قطعات ماشین کاری و همچنین تراشکاری در فرایند ساخت آنها ایجاد شده است. تمامی گیج های برو نرو ابزارهای خارق العاده ای برای کنترل کیفیت هستند. این وسیله کاربردی برای ماشین کاران، صنعت گران و همچنین تمامی مهندسین که در امر تولید مشغول هستند این امکان را فراهم میکنند. تا با کمترین زمان قادر باشند اندازه گیری دقیقی را انجام دهند و صحت هر قطعه را در کمترین زمان تست کنند.
میکرومترها نیز برای اندازه گیری و ارزیابی دقیق ساخته شده اند. ولی باید گفت که این دستگاه ها از نظر قیمت بسیار گران و پیچیده هستند. در مقابل گیج توپی و انواع دیگر گیج های مختلف با قیمت مقرون به صرفه و شیوه کار آسان به کمک صنعتگران آمده و کار کنترل کیفی را برای این قشر بسیار آسان و سریع تر کرده است.
تذکر
لازم به ذکر است که در اندازه گیری گیج توپی، و همچنین استفاده از آن شرایط کنترل کیفی تنها با بله و یا خیر انجام میشود. به عبارتی و به زبان ساده تر گیج برو نرو اندازه واقعی و حقیقی قطر را انجام نخواهد داد. بلکه تنها ارزیابی میکند قطر قطعه مورد بررسی فقط در محدوده قدرت و تحمل تعیین شده قرار دارد یا خیر.
مطمئنا تمامی گیج های برو نرو از سرهم شدن قطعات استاندارد ساخته شده اند. در گیج های توپی قسمت توپی قطعه قابل تعویض است تا بتواند برای سایزها و اندازه های مختلف مورد استفاده قرار بگیرد. در این قسمت باید یادآور شد که گیج برو به طور کامل باید درون قطعه مورد بررسی وارد شود و در مقابل قسمت نروی گیج نباید وارد قطعه گردد.

پارامترهای سنجشی در گیج توپی
گیج توپی برای کنترل پارامترهای مهم یک سوراخ و رزوه همانند قطر داخلی، قطر متوسط، قطر خارجی و گام رزوه مناسب میباشد. در این گیج از یک فرمان برو نرو توپی رزوهدار و یک فرمان برو نرو ساده یا همانPLUG GAUGE استفاده میشود.
گیج برو نرو توپی رزوه
در تولیدی ها برای کنترل کیفیت قطعاتی که رزوه داخلی دارند، از گیج توپی رزوه استفاده میکنند. این گیج نیز درست به مانند گیج های برو نرو دیگر دارای دو سر است. یکی از سرهای آن را گیج برو مینامند و سر دیگر آن نیز گیج نرو نامیده میشود. در بررسی قطعات بزرگتر در زمان کنترل کیفیت قطعات، به طور معمول دو انتهای گیج برو و نرو از همدیگر جدا میشوند. لازم است یادآور شویم که یکی از گیج های توپی رزوه مختص کنترل و بررسی صحت قطر گام قطعه مورد استفاده قرار میگیرد.

در زمان بررسی و گرفتن تایید یا عدم تایید هر قطعه گیج برو توپی رزوه میبایست بدون ذره ای زور و یا فشاری در طول هر قطعه به راحتی عبور کند. در طرف مقابل قسمت گیج نرو نیز میبایست در دو سمت قطعه وارد شده با این تفاوت که نباید بیش از دو گام وارد قطعه گردد. از این نوع گیج ها برای تایید، بررسی صحت و همچنین سلامت قطر گام قطعات تولیدی استفاده میگردد.

گیج برو نرو رینگی رزوه
از گیج برو نرو رینگی رزوه برای کنترل و دادن تایید یا عدم تایید قطعات با رزوه های خارجی استفاده میشود. در این نوع گیج معمولا قسمت های گیج برو و گیج نرو از همدیگر جدا هستند. از گیج رینگی رزوه ای برای بررسی و کنترل عمق رزوه و قطر گام بهره برده میشود.
با توجه به این نوع گیج رینگی برای دادن تایید صحت هر قطعه گیج برو میبایست از تمام طول قطعات تحت کنترل عبور کند بدون آنکه به زور زیادی نیاز داشته باشد. در مقابل گیج نرو رینگی رزوه نباید عبور کند. این نوع نیز درست به مانند گیج رزوه توپی گیج نرو نمیبایست بیش از دو گام وارد هر قطعه شود.

گیج برو نرو رینگی رزوه قابل تنظیم
شکل ظاهری گیج رینگی رزوه قابل تنظیم به شکل رینگی است. ولی یک قسمت جدا با قابلیت تنظیم دارد و همچنین پیچ قفل کنی دارد که برای تنظیم دقیق اندازه گیج بکار گرفته میشود.
تفاوت گیج رینگی قابل تنظیم با نوع رینگی ساده در قابلیت تنظیم آن است. برای تنظیم این نوع گیج توپ های تنظیم نیاز خواهد بود.
قطعاتی که دارای رزوه هستند میبایست از همه جهات مورد بررسی قرار بگیرند. تا بتوان عملکرد صحیحی از آنها در جاهایی که بکار گرفته میشوند انتظار داشت. صنایع مختلف برای ساخت و سر هم کردن قطعات مهم صنعتی از این ابزار استفاده میکنند. بنابراین کیفیت و عملکرد صحیح این قطعات بسیار مهم و حیاتی است

گیج های برو نرو رزوه دهانه اژدری Snap Gauges
در پاراگرافهای بالا توضیح دادیم که برای کنترل یک قطعه که در ساختار آن رزوه خارجی وجود دارد میبایست از گیج رینگی استفاده کرد. لازم به ذکر است که گیج برو نرو رزوه دهانه اژدری نیز امکان کنترل اینگونه قطعات را دارد.

لازم است بدانید که دقت گیج های دهانه اژدری کمتر از نوع گیج برو نرو رینگی میباشد. حال در صورتی که تعداد انبوه قطعاتی مانند پیچ هایی که میبایست به سرعت هرچه تمام تر کنترل شوند و کنترل کیفیت آنها برای سرعت بخشیدن به خط تولید باید انجام شود. گیج رزوه دهانه اژدری بسیار مناسب است.
از آن جهت که برای کنترل قطعات نیازی نیست درون گیج باز و بسته شود و فقط قطعه ها یکی پس از دیگری از درون گیج سر میخورند. بنابراین سرعت گیج دهانه اژدری بسیار بیشتر است. در این نوع گیج سایش و همچنین خوردگی به مراتب نسبت به نوع های دیگر بسیار کمتر است.

بهتر است در مراکز تولیدی که برای کنترل صحت قطعات از گیج دهانه اژدری استفاده میکنند یک دست گیج رینگی نیز قرار دهند. وجود گیج رینگی امکان کنترل رندم قطعات را نیز فراهم میکند. تا کنترل کیفیت و همچنین صحت همه قطعات با اطمینان کامل انجام گردد.
برای تنظیم اندازه کنترل گیج های دهانه اژدر رزوه نیاز به رینگی تنظیم است تا کنترل به نحو احسنت انجام گیرد.

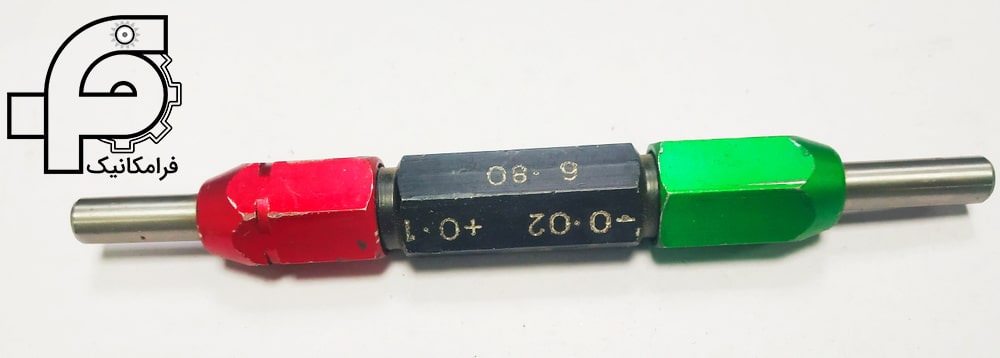
پین گیج Pin Gauges
برای اندازه گیری قطر سوراخ در هر قطعه با دقت بالایی در حدود چند دهم و یا چند صدم از پین گیج استفاده میشود. برای کنترل کیفی و صحت قطعاتی که به صورت انبوه تولید میشوند. مسلما نیاز است که با سرعت و بدون گرفتن زمان زیاد از کارکنان کنترل کیفیت آنها انجام شود. بنابراین از این قطعه بسیار کاربردی و مفید که در زمان کم بررسی کیفی تمام قطعات را انجام میدهد( گیج برو نرو) در کارگاه های تولیدی استفاده میشود.
حالا اگر قطعات مورد بررسی دارای سوراخ باشند. تولیدی هایی که سازنده چنین قطعاتی هستند از این وسیله( پین گیج) برای کنترل کیفی محصولات تولیدی خود بهترین بهره را میبرند.

گیج برو به گونه ای طراحی و ساخته شده است که بتواند در یک زمان حداکثر موارد و شرایط قطعه مورد کنترل را به خوبی بررسی کند. پین گیج میبایست علاوه بر کنترل قطر در هر نقطه از قطعه، همزمان راستی و موازی بودن سوراخ را نیز در تمام طول قطعه مورد بررسی قرار دهد.
ویژگی
پین گیج باید طول مناسبی داشته باشد تا در هنگام کنترل و نتیجه گیری نهایی( صحت قطعه) دچار اشتباه نگردد. پین گیج کوتاه قادر نخواهد بود طول تمام قطعه استوانه ای را عبور کند و اگر چنانچه قسمتی دارای انحنا باشد را تشخیص دهد.
بنابراین قطعه ای که به درستی بررسی نشده مورد تایید قرار گرفته و در زمان جفت شدن با قطعه مقابل خود دچار مشکل خواهد شد. پس اگر طول گیج برو به اندازه کافی باشد از بوشی که احتمال خمیدگی در آن وجود دارد عبور نخواهد کرد و سریعا خطا مشخص شده و قطعه عدم تایید خواهد خورد. بنابراین با مشخص شدن خطا سریعا قطعه معیوب شناسایی و از خط تولید خارج خواهد شد.
طول پین گیج بلند برو میبایست 1.5 برابر قطر سوراخ باشد. تا بتواند در سطح استوانه ای که مورد بررسی قرار میدهد عبور کرده و خطاها را شناسایی کند. طول گیج نرو کمتر از گیج برو نگه داشته میشود.
برای بررسی سوراخی که شکل آن بیضی است. پین گیج نرو وارد سوراخ بیضی شکل نمیشود و قطعه را مورد تایید ندانسته و خطا میگیرد. برای برطرف کردن چنین خطاهایی برای اشکال هندسی دیگر بهتر آن است که پین گیج نرو را به شکل یک پین یا نواری که به شکل خط چین نشان داده شده است بسازند. با چرخاندن پین گیج حول محور اشکال غیر دایره ای سوراخ را مشخص خواهد کرد.
گیج رینگی Ring Gauges
ابزار گیج رینگی وسیله ای کاربردی است که از آن در کارگاه های تولیدی برای بررسی و تست کردن پیچ ها استفاده میشود. این گیج های رینگی در سایز ها و ابعاد مختلف تولید میشوند. تمامی گیج های مختلف تولید شده در بازار کالا برای استفاده متقاضیان( تولید کنندگان قطعات) این قطعه موجود است. از گیج های رینگی برای کالیبر کردن قطعات کار استفاده میشود. گیج های رینگی موجود در بازار کالا بیشتر ساخت کشورهای چین و آلمان هستند و انواع گوناگونی نیز دارند. هر کدام از گیج های برو نرو کاربرد مختص به خود را در امر تست صحت کنترل کیفی قطعات ایفا میکنند.

طریقه کار این گیج به این گونه است که اگر گیج برو درون مورد بپیچد و در مقابل گیج نرو درون مورد نپیچد قطعه ای که مورد بررسی کیفی قرار گرفته است از نظر گیج مورد تایید خواهد بود.
مزایا و معایب گیج ها
بهترین وسیله برای کنترل کیفیت و عملکرد صحیح تمامی این قطعات انواع مختلف با عملکردهای گوناگون گیج برو نرو است. در کارگاه های تولیدی در صنایع مختلف برای بررسی کیفی قطعات استوانه ای از گیج های Go/No Go استفاده میکنند. یکی از قطعات بسیار مهم صنعتی که در این کارگاه های تولیدی توسط گیج ها مورد بررسی قرار میگیرند شفت ها هستند.
کار اصلی گیج ها در سه جمله خلاصه میشود که عبارت است از:
- تایید صلاحیت و کیفیت قطعه
- نیاز به اصلاح و ترمیم قطعه
- عدم رد صلاحیت قطعه
مزایای Go No-Go Gauge
استفاده از گیج های Go و No-Go برای تایید قطعات دارای مزایای زیر است.
- ساده و دقیق.
- راحت و مقرون به صرفه.
- بدون نیاز به اندازه گیری اندازه ویژگی برای اطمینان از اینکه قطعات در محدوده هستند.
- کارکرد آسان.
محدودیتهای گیجها
استفاده از گیج های Go No-Go برای کنترل کیفیت دارای محدودیت های زیر است.
- قطعات را فقط برای نصب بررسی کنید. ابعاد آنها اندازه گیری نمیشود.
- نمیتوان انحراف تدریجی در فرآیند تولید را نظارت کرد.
- توصیه میشود فقط برای قطعات تولیدی استفاده شود.
استاندارد گیج های برو نرو
عموما گیج ها دارای استاندارد تلرانس 6H هستند ولی شما برای خرید گیج برو نرو میتوانید از استاندارد های زیر هم استفاده کنید.
ابعاد استاندارد گیج برو نرو در سایزهای مختلف از سایز M2 الی M60 در دسترس میباشد. همچنین استاندارد گیج برو نرو از دنده های استاندارد ( میلیمتر ) و دنده ریز پشتیبانی میکند.
شما برای خرید گیج برو نرو، استعلام قیمت گیج برو نرو، خرید استاندارد گیج توپی و همچنین استعلام قیمت گیچ توپی میتوانید از مشاوره رایگان کارشناسان واحد فنی فرامکانیک برای انتخاب کارآمدترین نوع گیج بهره ببرید.

مقالات

راهنمای کامل فولادهای پرکاربرد در بازار ایران
فولاد، شریان حیاتی صنایع کشور ماست. در این مقاله جامع از فرامکانیک، به بررسی ۷۰ نوع فولاد پرکاربرد در بازار ایران میپردازیم. از فولادهای ساده کربنی مانند St37 و St52 گرفته تا فولادهای آلیاژی پیچیده نظیر Mo40، Spk و VCN150، و همچنین فولادهای زنگ نزن پرمصرف چون ۳۰۴ و ۳۱۶. این راهنما به شما کمک میکند تا با دستهبندیهای مختلف، کاربردهای گسترده در صنایع خودروسازی، نفت و گاز، ساختمان و ابزارسازی آشنا شوید. همچنین، معیارهای کلیدی برای انتخاب صحیح متریال، اهمیت عملیات حرارتی و نکات مهم در مورد وضعیت بازار و تامین فولاد در ایران را درک خواهید کرد. فرامکانیک شما را در این مسیر مهم همراهی میکند تا هوشمندانهترین تصمیمات را برای پروژههای صنعتی خود اتخاذ نمایید.

رشد انفجاری کسب و کار با سالیدورکس
📌 خلاصه مقاله: چگونه SOLIDWORKS موتور رشد کسبوکار شما میشود؟
این مقاله نگاهی عمیق دارد به اینکه چرا مدیران هوشمند و آیندهنگر در صنایع مختلف، SOLIDWORKS و پلتفرم 3DEXPERIENCE را بهعنوان ابزار استراتژیک رشد کسبوکار خود انتخاب میکنند.
در این مسیر، پنج محور کلیدی بررسی شده است:
شتاب در ورود به بازار: با حذف گلوگاههای زمانی و بهبود همکاری تیمی، محصولات سریعتر و دقیقتر طراحی و تولید میشوند.
کاهش هوشمندانه هزینهها: از حذف خطاهای طراحی تا بهینهسازی مونتاژ، همه در جهت افزایش سودآوری.
فرهنگ نوآوری و همکاری یکپارچه: شکستن مرزهای سنتی بین دپارتمانها و ایجاد یک محیط کاری مبتنی بر ابر.
مقیاسپذیری و انعطافپذیری آیندهمحور: مناسب برای کسبوکارهای کوچک تا پروژههای پیچیده جهانی.
کیفیت محصول و شهرت برند: با شبیهسازیهای دقیق، ریسکهای تولید کاهش مییابد و وفاداری مشتری افزایش پیدا میکند.
در پایان، این مقاله تأکید میکند که SOLIDWORKS نه فقط یک ابزار طراحی، بلکه یک شریک استراتژیک برای موفقیت پایدار در دنیای رقابتی امروز است.

فناوریهای پیشرفته در کارخانههای هوشمند
با ظهور صنعت ۴.۰ و بهکارگیری فناوریهای پیشرفته، کارخانههای هوشمند نهتنها توانستهاند بهرهوری و کارایی خود را بهطور قابل توجهی افزایش دهند، بلکه به اهداف پایداری نیز دست یافتهاند. در این مقاله، به بررسی فناوریهای مؤثر در کارخانههای هوشمند مانند هوش مصنوعی، اینترنت اشیا، دوقلوهای دیجیتال و رباتیک پرداختهایم و نشان دادهایم که چگونه این فناوریها میتوانند الگوی مناسبی برای کارخانههای در حال توسعه باشند.
کارلاین در طراحی بدنه خودرو چیست؟
در صنعت خودروسازی و طراحی بدنه خودرو، مخصوصاً در فاز طراحی و مونتاژ بدنه (Body in White یا BIW)، واژههایی مثل BL، TL، WL که به “کارلاین” (carline) معروف هستند، اشاره به خطوط مرجع سهبعدی در فضای مختصات بدنه دارند.
لوبینگ یا لوبدار شدن در فرآیند سنگزنی سنترلس و محور
به عنوان یک کارشناس با تجربه در صنعت ماشینکاری و بهویژه در فرآیند سنگزنی سنترلس (Centerless) Grinding، میتوانم توضیح دقیقی درباره پدیده «Lobing» ارائه دهم. در ادامه به معرفی، دلایل رخداد، مزایا و معایب و همچنین روشهای جلوگیری از این پدیده میپردازیم.
کتاب سالیدورک پیشرفته؛ تحلیل اجزاء ماشین با استفاده از شبیه سازی سالیدورکس 2017
کتاب سالیورک پیشرفته2017، برای اولین بار در زمینه تجزیه و تحلیل اجزا و عناصر ماشین…
جدیدترین کتاب آموزش سالیدورک 2023
جدیدترین کتاب آموزش سالیدورک 2023 بهروزرسانی شده است تا ویژگیهای جدید سالیدورکس 2023 را پوشش دهد. این کتاب بر ایجاد نقشههای مهندسی، از جمله ابعاد و تلورانسها و استفاده از قطعات و ابزار استاندارد تمرکز دارد. هر فصل شامل نمونه مسائل گام به گام است که به دانش آموزان نشان میدهد که چگونه مفاهیم ارائه شده در فصل را به کار گیرند.
معرفی Adams 2024 و Adams Modeler به همراه آموزش نصب
مقدمهای بر Adams 2024 و Adams Modeler در دنیای مهندسی مکانیک و شبیهسازی دینامیکی، نرمافزار…
کتاب انسیس فلوئنت 2021
کتاب An Introduction to ANSYS Fluent 2021 نوشته John E. Matsson، یک منبع کاربردی و گامبهگام برای آموزش شبیهسازی دینامیک سیالات محاسباتی (CFD) با نرمافزار ANSYS Fluent است. این کتاب شامل 24 فصل بوده و موضوعاتی مانند جریان داخلی و خارجی، جریانهای لایهای و آشفته، و مدلسازی چندفازی را پوشش میدهد. هر فصل بهصورت عملی و با مثالهای واقعی طراحی شده است.
مزایا:
مناسب برای مبتدیان و متوسطها
تمرکز بر کاربردهای صنعتی و علمی
کتاب آموزش انسیس
کتاب «آموزش انسیس ورکبنچ 2021 به روش تحلیل المان محدود» (Finite Element Simulations with ANSYS Workbench 2021) یک منبع جامع برای یادگیری نرمافزار ANSYS Workbench است. این کتاب بهصورت تمامرنگی و با استفاده از دستورالعملهای گامبهگام، به همراه تصاویر گرافیکی با کیفیت بالا، به آموزش شبیهسازی اجزا محدود میپردازد. در این کتاب، 27 مطالعه موردی واقعی و صنعتی مورد بررسی قرار گرفته است.
faramechanic.com
مزایا:
جامعیت: پوشش گستردهای از موضوعات مختلف در حوزه شبیهسازی با ANSYS Workbench، از طراحی اسکچ تا شبیهسازیهای غیرخطی و دینامیک صریح.
رویکرد عملی: استفاده از مثالهای واقعی و صنعتی که به درک بهتر مفاهیم و کاربردهای عملی نرمافزار کمک میکند.
راهنمای گامبهگام: ارائه دستورالعملهای مرحلهبهمرحله که یادگیری را برای مبتدیان آسانتر میکند.
معایب:
تمرکز بر نسخه 2021: با توجه به انتشار نسخههای جدیدتر نرمافزار، ممکن است برخی از ویژگیها و قابلیتهای جدید در این کتاب پوشش داده نشده باشد.
زبان انگلیسی: برای کاربرانی که به زبان انگلیسی مسلط نیستند، ممکن است مطالعه کتاب چالشی باشد.
بهطور کلی، این کتاب برای مهندسان و دانشجویانی که به دنبال یادگیری جامع و کاربردی ANSYS Workbench هستند، منبعی ارزشمند محسوب میشود.
گیربکس سیکلوئیدی؛ غول گشتاور در دل صنایع سنگین
دو تا از بهترینها در انتقال قدرت، گیربکس هارمونیک و سیکلوئیدی هستن، اما هرکدوم برای کاربرد خاصی طراحی شدن. 🤔
کتاب تلرانس گذاری ابعادی و هندسی
آیا میخواهید مفاهیم تلرانسگذاری ابعادی و هندسی (GD&T) را بهطور کامل یاد بگیرید؟ کتاب “The Geometrical Tolerancing Desk Reference” نوشته Paul Green راهنمایی جامع و کاربردی برای طراحی و تفسیر نقشههای فنی بر اساس استانداردهای ISO است. این کتاب را از دست ندهید!
دورهها

[masterslider id=”1″]
.