خان كشي نوعي فرايند ماشينکاري است كه در آن ابزار جهت براده برداري در طول قطعه كار كشيده يا فشار داده ميشود و در بعضي موارد ابزار ثابت بوده و قطعه كار از روي ابزار كشيده يا فشار داده مي شود .
روش تولیدی خان کشی یک فرآیند منحصر به فرد با کارایی بسیار بالا و یکی از پرتولیدترین فرایندهای ساخت و تولید است خان کشی پروسه تغییر شکل دادنی است که بر اساس برش می باشد در روش خان کشی تعدادی لبه برنده روی یک شفت ایجاد میشود که این لبهها برنده با ورود به قطعه کار عمل برش را انجام میدهند این لبهها عامل تعیین کننده ضخامت تراشه میباشند.
از این روش برای پرداخت سوراخ هزار خار و سطوح تخت استفاده میشود در عملیات خانکشی هر دو عمل خشن کاری و پرداخت کاری در یک مرحله عبور سوزن انجام میگیرد که این مورد باعث ایجاد تلرانسهای بسته در این عملیات میگردد در هر سیستمی نمیتوان تلرانس های بسته ایجاد کرد ولی با بالارفتن دقت، هزینه تولید ابزار خیلی بیشتر افزایش مییابد .
نمونه قطعات خانکشی شده
تعریف خان کشی چیست؟
خانکشی (Broaching) یک فرآیند ماشینکاری است که برای ایجاد شکلها، شیارها و برشهای پیچیده در قطعات فلزی و گاهی غیر فلزی استفاده میشود. این فرآیند معمولاً برای تولید قطعات دقیق و با کیفیت بالا به کار میرود و به کمک یک ابزار به نام خانکش انجام میشود که شامل چندین لبه برنده است.
نحوه عملکرد خانکشی:
در این فرآیند، ابزار خانکش با حرکت خطی و پیوسته، به سطح یا داخل قطعهکار برخورد میکند و بهتدریج ماده را برش داده و به شکل موردنظر در میآورد. ابزار خانکش دارای چندین دندانه است که هر کدام بهتدریج عمق برش را افزایش میدهند تا به شکل نهایی برسند.
انواع خانکشی:
خانکشی داخلی (Internal Broaching):
برای ایجاد شیارها، سوراخهای پیچیده یا شکافها در داخل قطعات (مانند چرخدندهها و بوشها) استفاده میشود.
خانکشی خارجی (External Broaching):
برای ایجاد شکلها یا پروفیلهای خاص در سطح خارجی قطعات استفاده میشود.
کاربردهای خانکشی:
ساخت چرخدندهها و قطعات گیربکس
تولید شیارهای کلیدی (Keyways) در محورها و بوشها
ایجاد پروفیلهای پیچیده مانند شکلهای چندضلعی و پروفیلهای غیر مدور
تولید قطعات دقیق در صنایع خودروسازی، هوافضا و ابزارآلات
مزایای خانکشی:
دقت بالا: امکان ایجاد شکلهای پیچیده با تلرانسهای دقیق.
سرعت: فرآیند خانکشی بسیار سریع است و بهسرعت شکل نهایی را ایجاد میکند.
کیفیت سطح: سطح نهایی قطعات پس از خانکشی بهطور معمول صاف و با کیفیت بالا است.
معایب خانکشی:
هزینه ابزار: ابزار خانکش خاص و معمولاً گرانقیمت است.
محدودیت مواد: این فرآیند بیشتر برای مواد نرمتر مانند آلومینیوم و فولادهای با سختی متوسط بهکار میرود.
بهطور کلی، خانکشی یکی از روشهای کارآمد و دقیق برای تولید قطعات با اشکال پیچیده است که در صنایع مختلف از جمله خودروسازی و ابزارسازی کاربرد دارد.
عملیات خان کشی
خان کشی یک نوع عملیات برداری است که در این عملیات از وسیله ای به نام سوزن خان کشی که دارای لبههای برنده متقاطع و یا مرکب می باشد استفاده می گردد.
خان كشي عموما جهت فرايندهايي از جمله ايجاد جاي خارها، ماشين كاري سوراخ هاي گرد و ديگر اشكال هندسي، شكل دهي هزارخارها و نيز براي رنج وسيعي از ديگر عمليات داخلي مدنظر مي باشد. به طور كل براي هر قطعه كاري يا بايد يک ابزار خان کش ويژه ساخت، يا اينکه قطعه را طوري طراحي کرد که با خان کش هاي استاندارد قابل توليد باشد.
در این عملیات هر دو عمل خشن کاری و پرداخت کاری همزمان در یک مرحله عبور سوزن انجام می گیرد در این عملیات خان کشی نسبت به سایر روشهای برداری دارای مزیت بزرگی است که در ادامه و مزایا و معایب خان کشی می پردازیم.در ویدئو زیر نمونه فرآیند خانکشی را مشاهده می کنید.
مزایای خان کشی چیست؟
از جمله این مزایا می توان به موارد زیر اشاره کرد
1)بهره وری بالا: خانکشی سریعتر از هر روش ماشینکاری عمل میکنند به شرطی که ماشین و ابزار آن به طور مناسب انتخاب شود این فرایند با بسیاری از روشهای ماشینکاری مانند فرز کاری قابل رقابت است و در برخی مواقع با سنگ زنی نیز رقابت میکنند و این باعث افزایش بهرهوری میشود
2) توانایی تولید تلرانسهای بسته: این هم مربوط به ذات سیستم است و با افزایش دقت ابزار میتوان تلرانسهای بسته به وجود آورد
3)پرداخت سطوح نهایی خوب: سطوح تولید شده در مقایسه با فرآیندهای دیگر ماشینکاری پرداخت تر بوده و قسمتهای جلا دهنده غیر برشی ابزار میتوانند در انتهای پرداخت ابزار قرار گیرد و باعث بالا رفتن کیفیت سطح شود و در اغلب موارد نیاز به سنگ زنی حذف خواهد شد.
4) عملیات اقتصادی: به دلیل بالا بودن عمر ابزار خان کشی و پایین بودن سرعت برشی و بار باعث کاهش زمان تولید و هزینه تعویض ابزار خواهد شد و با استفاده از ابزارهای استاندارد عملیات اقتصادی میگردد و همچنین با استفاده از تجهیزات اتوماسیون و کنترل کنندههای اتوماتیک نیز به استفاده از اپراتور ماهر کاهش یافته و باعث صرفه جویی در هزینهها خواهد شد
5)تنوع تولید: خان کشی میتواند برای تولید قطعات کوچک تا قطعات بسیار بزرگ ریخته گری یا آهنگری شده به کار رود در سطوح خارجی و داخلی با اشکال گوناگون را میتوان خان کشی و همه موادی را که بتوان ماشین کاری کرد میتوان آنها را خانکشی نیز نمود
6) در تیراژ بالا اقتصادی تر از روش هایی نظیر فرزکاری و سنگزنی است.
7) بعضی از قطعات فقط با فرایند خان کشی قابل تولید است.
خان کشی علاوه بر داشتن مزایای متعدد دارای معایبی نیز میباشد که در زیر به چند نمونه از آنها اشاره میشود
مناسب بودن قطعه برای خانکشی: سطحی که خان کشی می شود باید مدور یکنواخت یا موازی با جهت ابزار باشد سوراخ های بسته امکان خان کشی ندارند سوراخ های مخروطی را نمیتوان خان کشی کرد
مقاومت مناسب در برابر نیروهای بزرگ: قطعهای که خان کشی میشود باید مقاومت کافی در برابر نیروهای بزرگ محوری را داشته باشد یا به صورت مناسب از قید و بند استفاده شود.
نیاز به ماشین های صلب: نیروهای تولید شده زیاد در این فرایند نیاز به ماشینهای صلب و تجهیزات مناسب برای مهار طرز کار را ایجاب میکند
به دلیل ویژگی های و فرایند های ساخت ابزار، قیمت ابزار های آن بالا است.
فقط برای تولید انبوه اقتصادی است.
تجهیزات نگهدارنده قطعه کار از قیمت بالایی برخوردار هستند.
در حین کار گرمای زیادی تولید می شود.
مقایسه خان کشی با فرآیندهای دیگر
مقایسه این فرآیند با فرآیندهای مشابه مانند فرزکاری و برقو زنی میتواند در انتخاب نوع فرآیند کمک زیادی کند.
جدول مقایسه خانکشی با روش های دیگر تولید
عوامل انتخاب فرآیند خان کشی
برای استفاده از فرایند خان کشی باید عوامل متعددی را در نظر گرفت. یک سطح در صورتی که مانعی در آن باشند که بروچ از آن عبور نکند قابل خانک شی نیست. بروچ همیشه به سمت جلو در یک خط مستقیم حرکت میکند به جز در حالت خاص سوراخهای بسته را نمیتوان خان کشی نمود.
تقریباً هر مقطع عرضی بی نظم با بروچ تولید می شود به شرط اینکه تمام سطوح قسمت براده برداری با مسیر حرکت بروچ موازی باشد خان کشی روشی است که معمولاً در تولید انبوه به کار میرود چون هزینه طراحی و ساخت ابزار و فیکسچرهای خان کشی گران می باشد مزیت عمده خان کشی سرعت ماشین کاری آن است.
یکی از معایب اصلی خانکشی گران بودن ساخت ابزار آن و همچنین گران بودن عملیات تیزکاری آن میباشد سوزن های استاندارد قابل دسترسی می باشد ولی بیشتر سوزنها باید به طور ویژه ساخته شود و در حالی که فقط یک نوع عملیات را می توان انجام دهند.
خان کشی برای مواردی که سطوح مستقیم یا منحنی و یا اشکال مخصوص لازم است به کار میرود یکی از بیشترین موارد استفاده از این فرآیند در تولید انبوه صنایع اتومبیل است به طوری که سطوح پرداخت شده هستند کارترها، سرسیلندرها، میلهها، چرخدندهها، قطعات انتقال قدرت و بسیاری از قطعات دیگر به این طریق ماشینکاری میشوند.
یکی دیگر از موارد استفاده از این فرآیند در اسلحه سازی و تفنگ های خان دار است. موتورها و قطعات هواپیما نیز اغلب با این روش تولید می گردند.
عموماً خان کشی به دو صورت انجام می گیرد که عبارتند از:
خانکشی داخلی
خانکشی خارجی
خان كشي خارجی
براي خانكشي سطوح خارجي، ابزار در طول سطح قطعه كار كشيده يا فشرده مي شود يا ممكن است سطح در طول ابزار حركت كند.
نمونه قطعات خانکشی شده
خان كشي داخلي
خانكشي داخلي جهت شكل دهي و ماشين كاري سوراخ ها، شيارهاي متقارن و نامتقارن درون قطعات مورد استفاده قرار مي گيرد. در خانكشي داخلي يك سوراخ يا منفذي بر روي قطعه كار جهت آغاز عمليات الزم است تا ابزار بتواند به داخل قطعه كار وارد شود. سپس ابزار يا قطعه كار كشيده شده يا فشار داده مي شود تا نيروي لازم جهت حركت ابزار به داخل سوراخ اوليه ايجاد شود
که برای خانکشی داخلی لازم است ابتدا قطعه کار تا قطر لازم صورت شود سپس سوزن خان کشی را به وسیله سنگهای سمباده که از کریستالهای متعددی که به نام ذرات یا دانه نامیده می شود و دارای اندازه های معینی بوده از اکسید آلومینیوم که مقداری ناخالصی در آنها وجود دارد تیز می شود زمانی که سوزن خان کشی در داخل قطعه کار پیش میرود عمل براده برداری شروع شده و هر دندانه ای که عبور میکند در حرکت و عبور خود عمل براده برداری را انجام میدهد.
در فرایندهای دیگر براده برداری، براده به راحتی از کار جدا شده و به خارج هدایت میشود ولی در عمل خان کشی براده در محفظه هایی که در طول سوزن وجود دارد جمع شده و پس از خروج سوزن براده ها در جلوی لبههای برش ایجاد میشود.
علاوه بر آن روی سوزنهای خانکشی شیارهایی به عنوان براده شکن ایجاد می گردد که وظیفه آن شکستنِ براده می باشد.
خانکشی قطعات
ابزار خان کشی
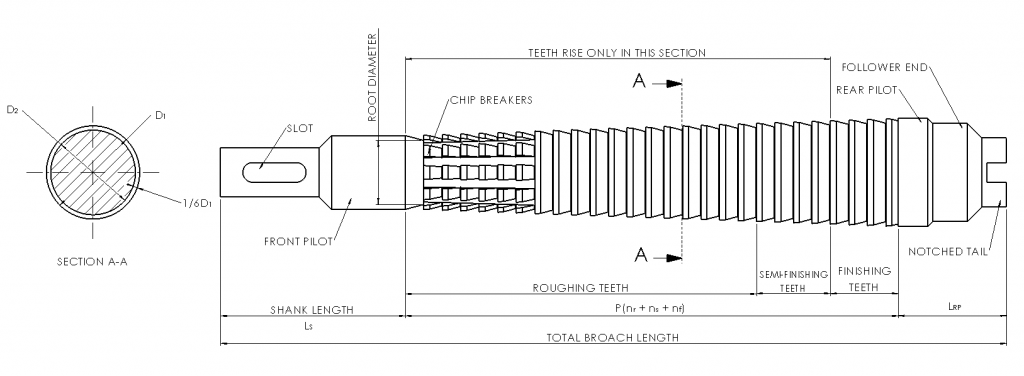
ابزار خان كشي متشكل از يك سري دندانه است كه در چندين رديف قرار گرفته اند. دندانه ها در هر رديف از رديف قبل بزرگتر بوده و به شكل نهايي نزديك ترند.
این ابزار به عنوان عامل اصلي در فرايند خان كشي به حساب مي آيد. ابزار خان كشي به مقدار كمي مخروطي بوده و دربردارنده چندين رديف دندانه در طول محور ابزار مي باشد. شماتیک ابزار خان کشي مجموعه اي ازابزارهاي تک لبه است که بر روي يک ميله صلب مرکزي قرار گرفته و هر لبه بيش از لبه قبلي از محور ميله فاصله دارد. اين افزايش فاصله از محور در واقع عمق تراش را ايجاد مي كند.
به طور کل اطلاعات فنی مورد نیاز برای طراحی و ساخت ابزارهای خان کشی به این شرح است:
نوع و جنس قطعه كار
اندازه و شکل مقطع قطعه كار
کيفيت سطح مورد نظر
تلرانس مجاز
تعداد قطعه مورد نياز
سختي قطعه كار
نوع دستگاه خانكشي
در برش هاي سنگين ابزار خانكشي گاها دچار ارتعاش شديد مي شود، مخصوصا در زماني كه نيروي برش متقارن اعمال نشود. در هر حال مهم ترين فاكتور ارتعاش ابزار مي تواند درگيري ضعيف دندانه هاي برش يا سختي بيش از حد جنس قطعه كار باشد. اين مشكلات مي بايد توسط طراح ابزار در نظر گرفته شده و مرتفع شود.
به طور كلي مي توان ابزارهاي خان كشي را به سه دسته تقسيم بندي کرد:
يكپارچه
پوسته اي
نوع اينسرتي
در درون اين تقسيم بندي ابزارها با توجه به هندسه مقاطعي كه بايد خانكشي كنند، به داخلي و خارجي و با توجه به نوع عملكردشان به كششي(در تولید انبوه کاربرد دارد) و فشاري(که در کشورهای پیشرفته و با استفاده از سیستمهای هیدرولیکی انجام میشود) تقسيم بندي مي شوند در بين انواع گسترده ابزارهاي خان كشي، نوع يكپارچه بيشترين كاربرد را دارد.
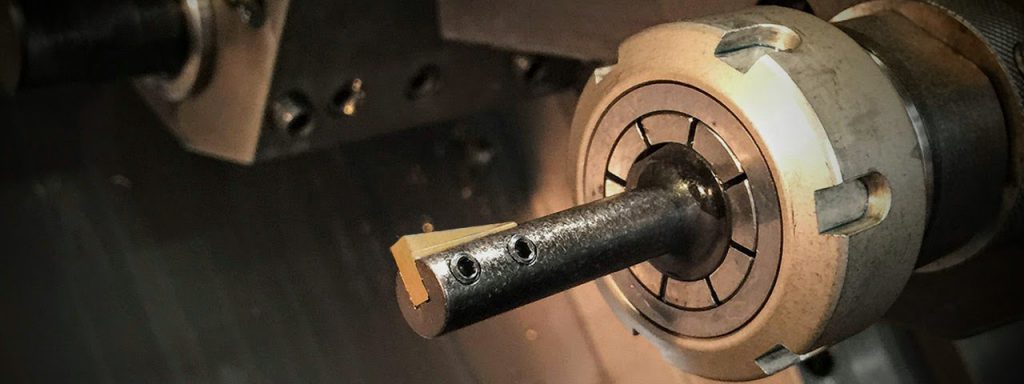
نمونه ابزار خانکشی
ابزارهاي يكپارچه
اين ابزارها يك تكه بوده و از يك ميلگرد ساخته مي شود. اين ابزارها نسبت به ابزارهاي پوسته اي از دقت ابعادي و هم مركزي بالاتري برخوردارند. مهم ترين عيب اين ابزارها دشوار بودن تعمير دنده هاي شكسته شده و هزينه بالای تعويض آنها است.
ابزار پوسته اي
اين ابزارها شامل بدنه اي اصلي (كه معمولا مقاطع خشن تراش و نيمه پرداخت را دربر مي گيرد)، يك محور كه پوسته قابل تعويض بر روي آن نصب مي شود و پوسته قابل تعويض كه همان مقطع پرداخت نهايي است، مي باشد. از ابزار خان كشي پوسته اي مي توان در مقاطع خشن تراش و يا نيمه پرداخت ابزار در خان كشي هاي داخلي يا خارجي استفاده كرد.
مزيت اصلي يك ابزار پوسته اي اين است كه مقاطع ساييده شده و كند شده را مي توان جدا کرد و با كمترين هزينه نسبت به ابزار يك تكه معمول مجددا تيز كرد يا احيانا تعويض نمود. زماني كه پوسته ها براي دندانه هاي پرداخت ابزارهاي بلند مورد استفاده قرار مي گيرند، دندانه هاي پوسته را مي توان با دقت بيشتري نسبت به ابزار خان كشي معمول بلند سنگ زد و از ابزار مي توان به طور پيوسته با تعويض پوسته ها استفاده کرد. از عيوب ابزارهاي پوسته اي مي توان به پايين تر بودن دقت و هم مركزی آن اشاره کرد.
ابزار پوسته ای خانکشی
اینسرتی
ابزارهاي نوع اينسرتي اين ابزارها دربرگيرنده يك ابزارگير و اينسرت هايي از جنس فوالا ابزار و يا كاربيد مي باشد. با وجود اين كه از اين ابزارها جهت خان كشي اشكال و كانتورهاي مختلف، هم در خان كشي داخلي و هم خارجي، مي توان استفاده نمود، ولی كاربرد اصلي شان در خان كشي سطوح تخت بزرگ مانند سطوحي از بلوكه هاي موتور اتومبيل ها كه ماشينكاري مي شود، مي باشد.
اينسرت هاي مصرفي به اشكال مثلث يا مربع هستند كه به ترتيب شش يا هشت لبه برش دارند.
جنس ابزار خان کشی
از آنجا که سرعت برش در خانکشی پایین است بیشتر خان کش ها را از فولاد ابزار تند بود یا فولاد آلیاژی میسازند.
روکش کاری خان کش ها از جنس فولاد تندبر یا نیترید تیتانیوم رواج بیشتری یافته و طول عمر خان کش ها را زیاد کرده است. هنگام استفاده از این ابزارها در ماشینهای تولید انبوه پیوسته خصوصاً در خانکشی مسطح می توان از دندانهای از جنس کاربید تنگستن استفاده کرد. در این صورت امکان استفاده از خان کشی به مدت طولانی، بدون نیاز به تمیز کردن مجدد وجود دارد.
در ابتدای مراحل تکنولوژی خان کشی ابزارهای خانکشی از فولادهای ابزار سخت کاری شده ساخته میشدند.
این ابزارها در ماشینکاری خان کشی نوع پیچی با سرعت برشی بسیار پایین مورد استفاده قرار میگرفتند، با پیدایش ماشین های جدید که دارای سرعت برشی بیشتر و همچنین دارای توان تولید بیشتری هستند از فولاد ابزار تندبر برای ساخت ابزارهای خان کشی استفاده شد.
به علت ذات عملیات خانکشی در این نوع از براده برداری امکان تولید تلرانسهای بسته وجود دارد و به این علت که در هر دو عملیات خشن کاری و پرداخت کاری توسط یک ابزار انجام می گردد و تمام دقت و تلرانس کار به دقت و تلرانس ابزار بستگی دارد، لذا با ساخت ابزار دقیق می توان تا حدود زیادی از فرایندهای کنترل کیفیت پرهیز کرد.
این نکته را نیز نباید از نظر دور کرد که تولید قطعاتی مثل سوزن خانکشی با افزایش میزان دقت و تلرانس ابزار هزینههای تولید به شکل سرسامآوری بالا خواهد رفت بنابراین در طراحی و ساخت ابزار خانکشی باید عمر ابزار و تعداد قطعاتی که با یک ابزار تولید میشود و در نظر داشت اگر تولید با این روش به صرفه باشد به طراحی و ساخت اقدام کرد.
در براده برداری به روش خانکشی میتوان با استفاده از دندانههای پرداخت کاری ابزار کیفیت سطحی بسیار عالی ایجاد کرد که در برخی از موارد تا با سنگ زنی نیز رقابت میکند ایجاد سطح مطلوبتر این فرآیند به عوامل زیر بستگی دارد:
ساختار کریستالی قطعه کار: کار نه تنها در عملیات خان کشی بلکه در تمام فرآیندهای براده برداری بر روی کیفیت سطح تا ثیر خواهد گذاشت، به طور کلی تمام موادی که در فرایندهای دیگر براده برداری کیفیت خوبی دارند در این عملیات نیز کیفیت خوبی خواهند داشت و برعکس.
سرعت برشی: سرعت برشی در روش خان کشی خود دارای دو فاکتور است اول میزان صعود دندانه ها به ازای هر دندانه دوم مقدار سرعت عبور ابزار از قطعه کار بسته به جنس قطعه کار و میزان کیفیت سطح مورد نظر این دو عامل قابل تنظیم است.
مایع خنک کننده: مایع خنک کننده استفاده از مایع خنک کننده در این فرآیند نیز مانند بقیه روش های مانند بقیه روشهای براده برداری روی کیفیت سطح تاثیر دارد .
ماشینهای خان کشی
از آنجا که کلیه عوامل تعیین کننده شکل سطح تراشیدنی و شرایط تراشکاری به جز سرعت در خان کشی منظور شده است ماشین های خان کشی نسبتاً ساده هستند. کار اساسی این ماشین ها ایجاد حرکت رفت و آمدی ساده در خان کشی و وسیله برای جابجا کردن خودکار آن است.
بیشتر ماشین های خان کشی با نیروی هیدرولیکی کار می کنند البته در چند نوع ویژه از نیروی محرک های مکانیکی استفاده می شود طبقه بندی اصلی بر اساس افقی و قائم بودن حرکت خانکشی است.
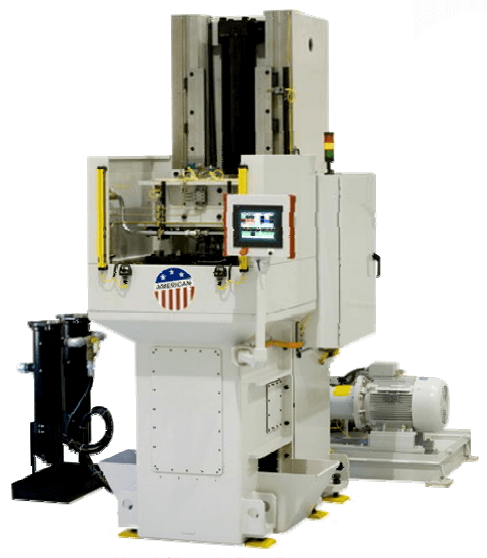
ماشین خانکشی عمودی
انتخاب بین ماشین قائم و افقی در درجه اول تابع طول مسیر و مساحت موجود در کارگاه است به خاطر محدودیتهای ارتفاع طول مسیر ماشین های قائم به ندرت از ۱۸۰ سانتی متر تجاوز میکند تقریباً هر اندازه مسیر بر روی ماشین های افقی امکان پذیر است، ولی نیاز به سطح وسیع دارد متداول ترین خان کش ماشین خان کش قائم کشیدنیست.
ماشین خانکشی افقی
اجزای عمومی این ماشینها میز کار، دستگاه بالابر خانکش در بالای میز، و مکانیزم کشیدن آن که در زیر میز واقع شده است، هستند.
ملاحظات طراحی برای خانکشی
خانکشی مانند سایر فرایندهای ماشینکاری نیازمند پیروی از دستورالعملهای خاص است تا محصول با کیفیت بالا و اقتصادی تولید شود نیازمندیهای اساسی در خانکشی به قرار زیرند:
قطعات باید طوری طراحی شود که بتوان آنها را به ماشین خان کشی محکم بست.
قطعات باید استحکام سازه و صلابت کافی داشته باشند، تا در برابر نیروهای وارده هنگام خان کشی مقاومت کنند.
از سوراخهای کور، گوشه های تیز، هزارخارهای دم چلچلهای و سطوح تخت بزرگ باید پرهیز شود.
ساخت ابزار خانکشی (Broaching Tool) فرآیندی پیچیده و دقیق است که نیاز به تخصص بالا دارد. ابزار خانکشی باید دارای چندین لبه برنده با افزایش تدریجی ارتفاع باشد تا بتواند بهطور پیوسته مواد را برش دهد و قطعهکار را به شکل نهایی مورد نظر درآورد. در اینجا مراحل اصلی ساخت این ابزار توضیح داده میشود:
1. طراحی ابزار خانکشی:
بررسی نیازهای قطعهکار:
ابتدا شکل، اندازه، و تلرانسهای قطعهای که قرار است با خانکشی تولید شود، مشخص میشود.
طراحی هندسی ابزار:
ابزار خانکش بهصورت تخصصی برای هر نوع کاربرد طراحی میشود. هندسه دندانهها باید بهگونهای باشد که بتوانند به تدریج مواد را برداشته و شکل نهایی را ایجاد کنند. این طراحی شامل موارد زیر است:
طول ابزار: طول ابزار بستگی به عمق برش و نوع فرآیند دارد.
ارتفاع دندانهها: دندانههای ابزار باید بهصورت تدریجی از کوچک به بزرگ تغییر کنند.
فاصله بین دندانهها: فاصلهها به نحوی تنظیم میشوند که جریان تراشهها و برادهها بهراحتی انجام شود.
2. انتخاب مواد اولیه:
ابزارهای خانکشی از فولادهای ابزار با مقاومت بالا در برابر سایش و تحمل دمای بالا ساخته میشوند. معمولاً فولادهای سختشونده مانند HSS (فولاد تندبر) یا فولادهای کاربیدی برای ساخت این ابزارها بهکار میروند.
فولاد ابزار انتخاب شده باید مقاوم در برابر تنشهای برشی و خمشی باشد، چرا که ابزار خانکش باید فشار زیادی را تحمل کند.
3. فرآیند ماشینکاری اولیه:
برشکاری:
ماده اولیه (فولاد خام) به ابعاد و شکل کلی ابزار برش داده میشود.
فرزکاری و تراشکاری:
لبههای اولیه ابزار با دقت بالا توسط ماشینهای CNC یا دستگاههای فرز و تراش ایجاد میشوند تا شکل کلی دندانهها به دست آید.
سنگزنی:
برای دقت بیشتر و ایجاد سطح نهایی دندانهها، از فرآیند سنگزنی استفاده میشود. این مرحله باعث میشود که دندانهها به دقت مورد نیاز برسند.
4. پرداخت دقیق دندانهها:
1- ایجاد لبههای برنده:
در این مرحله، دندانههای ابزار بهصورت تدریجی از کوچک به بزرگ و بهدقت ایجاد میشوند. هر دندانه در ابزار خانکش باید مقداری مشخص از مواد قطعهکار را برش دهد. در نهایت، لبههای برنده تیز و صاف میشوند.
2- شکلدهی نهایی:
هر دندانه با ابزارهای دقیق شکلدهی میشود تا به تلرانسها و ابعاد نهایی مورد نظر برسد.
5. عملیات حرارتی (Heat Treatment):
1- سختکاری:
ابزارهای خانکشی پس از ماشینکاری اولیه به عملیات حرارتی فرستاده میشوند. این مرحله باعث افزایش سختی و مقاومت در برابر سایش میشود. معمولاً فرآیندهایی مانند کربندهی، کوئنچ و تمپرینگ برای سختکاری استفاده میشود.
2- تنشزدایی:
برای جلوگیری از تغییر شکل و افزایش دوام ابزار، عملیات تنشزدایی انجام میشود.
6. پوششدهی و پرداخت نهایی:
برخی از ابزارهای خانکشی برای افزایش مقاومت در برابر سایش و خوردگی با پوششهای مخصوص مانند TiN (نیترید تیتانیوم) یا CrN (نیترید کروم) پوشش داده میشوند. این پوششها طول عمر ابزار را به میزان قابلتوجهی افزایش میدهند.
در نهایت، ابزار بهطور دقیق صیقل داده میشود تا لبههای برنده کاملاً تیز و آماده استفاده در فرآیندهای خانکشی شوند.
7. آزمایش و کنترل کیفیت:
پس از ساخت، ابزار خانکشی تحت تستهای کیفی قرار میگیرد تا از دقت ابعاد، تلرانسها، و کیفیت برش اطمینان حاصل شود. این آزمایشها شامل تست عملکرد در شرایط واقعی و بررسی نتایج برش روی قطعهکار است.
نتیجه:
ساخت ابزار خانکشی نیاز به دقت و مهارت بالایی دارد، چرا که ابزار باید قابلیت برش قطعات پیچیده با تلرانسهای دقیق را داشته باشد و در برابر سایش و تنشهای زیاد مقاومت کند. این ابزارها در صنایع مختلف مانند خودروسازی، هوافضا، و تولید قطعات دقیق بسیار پرکاربرد هستند.




 به طور کل اطلاعات فنی مورد نیاز برای طراحی و ساخت ابزارهای خان کشی به این شرح است:
به طور کل اطلاعات فنی مورد نیاز برای طراحی و ساخت ابزارهای خان کشی به این شرح است:









دیدگاهتان را بنویسید